
I just flew in from the Additive/Aerospace Summit and, boy, are my arms tired! From writing notes and shaking hands, that is![1] All tired puns aside, it was a fascinating event, in terms of what’s being done with 3D printing in the aerospace industry and what’s being left out. Combined – what is and isn’t being done – they form my biggest takeaway from the event, which I’ll get to in a bit. First, I’ll go briefly into what is being done.
Because we’re a tech news site devoted to slightly obscure tech, you wouldn’t think we’d ever have to mention the US government shutdown. But, because the summit originally featured government officials from the NAVY, DARPA, and NASA, some of those speakers were unable to make it and were replaced on short notice due to the hostage situation in Congress. In turn, Karen Taminger, of the Fixed Wing Project at the NASA Langley Research Center was replaced by Dr. Robert Hoyt of Tethers Unlimited. Though I would have loved to have been exposed to a project that I’m unfamiliar with, it was pretty exciting to learn more about a project I’ve written about.
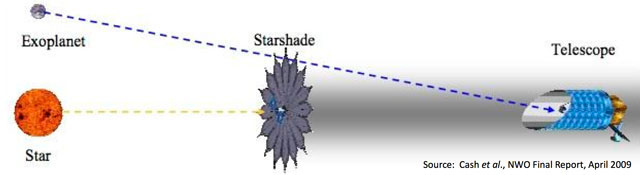
Dr. Hoyt wowed the audience with plans for his SpiderFab project, explaining the benefits of manufacturing support structures for large-scale equipment in orbit. By 3D printing the frame for the New Worlds Observer starshade, for instance, we’d be able to create a much larger device than previously possible. Rather than build such an object for launch, limiting its shape so that it can fold up into the spacecraft’s interior, the device could be built outside of the confines of a space station with plenty of room for the SpiderFab robot to stretch out. A starshade would block light from distant stars so that we could study the planets surrounding said stars for habitability and, with a shade twice as large as previously possible, we’d be able to observe, according to Hoyt, 16 times more planets per dollar.
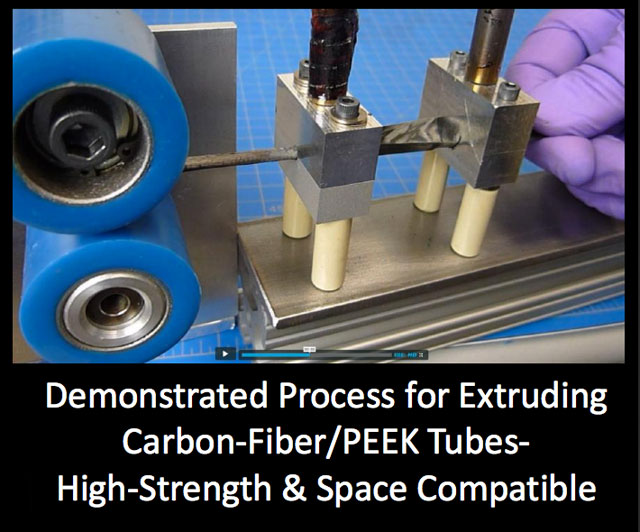
What I gained from seeing Dr. Hoyt discuss his work in person was a better understanding of how the SpiderFab robot worked, how the project is coming along and where the project is going. In the creation of a large-scale structure, the robot would have two spinnerets. One spinneret would extrude Carbon-Fiber/PEEK Tubes, which are strong and suitable for space, while another spinneret would extrude a joint with which to join these tubes. The Tethers team has already delivered proof of concepts for the SpiderFab’s robot arms, carbon-fiber extrusion process and the ability to create such joint structures. The project is partially meant to fulfill NASA’s desire to create solar arrays in space, so I asked Dr. Hoyt if they had any intention of printing solar cells, in addition to the trusses for a solar array. Hoyt explained that, because solar cells are compact and can be easily stored, and, therefore, don’t pose the same issues as the structural components do, his team was not focused on such an endeavour.

Unlike other government officials, Dr. Douglas Hofmann of NASA Jet Propulsion Lab was able to make it. Hofmann explained that the lab’s interest in 3D printing doesn’t stem from cost-savings, with AM sometimes presenting itself as an affordable alternative to traditional manufacturing. Instead, his team uses LENS technology to print gradient alloys that mix metals in such a way as to incorporate each metal’s properties into various parts of the object (for which they’ve applied for a patent). This allows the team to create objects with varying densities, conductivities, strengths and melting temperatures. Hofmann showed an example in which an object was printed to be made up of, I believe, steel on one portion and nickel on another. This made it so that the object was magnetic in the nickel region, but not in the steel region.

This image and description were taken from Tech Briefs: “(a) An isothermal slice of the Fe-Ni-Cr ternary phase diagram showing how different gradient compositions can be mapped. The lines represent composition gradients between 304L stainless steel and Invar 36, a simplified Inconel 625 alloy and a NiFeCr alloy. In some gradients, the path intersects brittle intermetallic phases, which can be avoided by changing the path to go through more desirable phases (the segmented green line). (b) An isogrid mirror fabricated using a 3D plastic printer and (c) the same part fabricated using LENS after some finish machining. The mirror surface is made of Invar 36 and the isogrid backing is a gradient alloy that transitions from Invar 36 to stainless steel. (d) A gradient alloy mirror assembly with a metal-coated glass mirror attached to the Invar side of the assembly using epoxy. The mirror assembly transitions into stainless steel at the base. (e) Test samples of a Ti-V gradient alloy being fabricated by LENS. (f) The compositions (as measured through electron dispersive XRD) of the gradient mirror assembly in (d) showing the transition between Invar and stainless steel. (g) A plot of hardness and thermal expansion across the gradient mirror assembly. The intermediate phases of the gradient have been designed to be soft austenite (as demonstrated by the decreased hardness). The controllable thermal expansion makes this part alluring for optics applications. One side of the gradient has a near-zero thermal expansion while the other side matches steel.”
The applications for this technology are extraordinary, as evidenced by the expressions on the faces of audience members. For instance, parts could be maximized for heat resistance in one area, say if they’re in contact with a jet engine, and their weight could be reduced in another area. By combining a metal with a high melting point and metal with a low density, it would be possible to design engines that are extremely efficient in terms of their material properties. At the current moment, JPL’s testing of such parts is almost completely manual. They print objects with different properties and see what happens because the computer modelling for such a complicated form of 3D printing has yet to be developed. So now we turn to what’s missing from AM and aerospace.
From the various panels and presentations, it’s become clear that there’s a great deal of work to be done for additive manufacturing to be incorporated into the manufacturing supply chain and, because aerospace components have such rigorous performance and safety standards, this gap is most evident in the field of aerospace.
These gaps are all over the place. As I learned from the panel discussion on material production for 3D printing, materials still need to be designed specifically for AM and many manufacturers, still learning to understand the technology, need to realize that the same material works differently in different manufacturing processes. So, the titanium alloy Ti 6-4 will be handled differently by material producers if it’s being used in injection moulding versus 3D printing. And, because established industries are entrenched in the old framework of traditional manufacturing, they’re still catching onto the possibilities offered by 3DP. This means that they’ll turn to their go-to workhorse material, Ti 6-4 – which was designed to perform in a wide range of operations – and that they aren’t thinking of new materials and new compositions, as demonstrated in the JPL example above. That’s just one instance of many illustrating the problems incorporating this new technology into the existing framework. The biggest gap between AM and aerospace in my mind, however, is related to standards.
3D printing is such a young process, comparatively, that it still needs to grow in order to be used more widely in an industry that demands seriously high levels of quality control like aerospace. When you’re making airplanes that move at tremendous speeds carrying human lives and doing it all on a highly calculated budget, every ‘t’ needs to be crossed and every lower-case ‘j’ needs to be dotted. At the moment, though, 3D printing machines still lack a lot of the in-process mechanisms for controlling quality. In a process like selective laser melting (SLM), the machine is making countless tiny welds on a given part. Though this allows for more complex geometries and even the combination of two or more metals into one part, it also leaves room for even more error. With each weld, there’s a mistake waiting to happen. There may be standards for parts used in Boeing jets, but there are still few standards on the printing processes themselves. The topic of how to ensure a 3D metal printer could meet certain standards was discussed throughout the event, but not everyone agreed on how to achieve it.
 An obvious solution might be to stick more sensors into an EOS laser sintering machine. In the process of creating a fuel nozzle, a sensor could provide feedback to the software running the printer, indicating whether or not a mistake had been made and, if so, the machine could fix it, leading to closed-loop control. This, of course, is necessary to improve repeatability. At the same time, however, the software for modelling parts and running machines needs to be improved. With databases of materials and how they perform connected to simulations of how a CAD part might react in a physical environment, less time and money will be needed on the sorts of hands-on experimentation that JPL is performing on their gradient alloys. In my mind, in-process quality assurance, as Sigma Labs is pursuing, in tandem with accurate simulation software and a shared database of materials, would allow 3DP to be more seriously welcomed into aerospace. There are obstacles to that process, however, as different companies in the industry embrace different philosophies.
An obvious solution might be to stick more sensors into an EOS laser sintering machine. In the process of creating a fuel nozzle, a sensor could provide feedback to the software running the printer, indicating whether or not a mistake had been made and, if so, the machine could fix it, leading to closed-loop control. This, of course, is necessary to improve repeatability. At the same time, however, the software for modelling parts and running machines needs to be improved. With databases of materials and how they perform connected to simulations of how a CAD part might react in a physical environment, less time and money will be needed on the sorts of hands-on experimentation that JPL is performing on their gradient alloys. In my mind, in-process quality assurance, as Sigma Labs is pursuing, in tandem with accurate simulation software and a shared database of materials, would allow 3DP to be more seriously welcomed into aerospace. There are obstacles to that process, however, as different companies in the industry embrace different philosophies.
The spokesperson for Airbus, David Hills, for instance, made an offhand comment about the eventual acquisition of smaller companies by larger corporations. In order to meet the highly-regulated standards of aerospace, he thought that there was no room for “mom ‘n’ pops” because they lacked the money for R&D and, therefore, distributed manufacturing wouldn’t take off. Shake-outs, consolidation and condensation, according to Hills, was the natural progression of the marketplace, to which, Eric Barnes of Northrop Grumman seemed to agree. Barnes made the point that companies like his own were already well aware of the standards existing in their industry and could, therefore, manufacture to meet those standards more easily than small operations.
This was a highly contentious topic for many, especially the “mom ‘n’ pop” service bureaus in the room. There were arguments made, both by a rep from one such service bureau, Forecast3D, and by Christian Carpenter of Aerojet Rocketdyne, that consolidation and condensation limit innovation. The gentleman from Forecast suggested that GE’s acquisition of Morris Technologies, for example, might stifle the metal printer to fit into GE’s vision. Aerojet’s Carpenter indicated that one potential solution, then, would be strategic partnerships so that smaller companies could function to aid the large OEMs, without losing their own independence.
 Another point of contention occurred during the panel discussion with the 3D printer manufacturers themselves. In discussing why the technologies from SLM Solutions and EOS, for instance, hadn’t tried to cooperate in the development of shared standards, Scott Killian of EOS argued that, “We’re trying to make a profit” – implying that this value was shared among the vendors – and, as a result, there is no reason to work with one another to construct quality control methods. This would limit each company’s competitive advantage, according to Killian, who added, “what’s in it for us?” Based on the previous panel from the aerospace contractors, what might be in it for the 3D printer manufacturers would be the ability to take their products to a high-paying market, like aerospace, more quickly, an opinion that I heard echoed from many attendees I talked to after the session.
Another point of contention occurred during the panel discussion with the 3D printer manufacturers themselves. In discussing why the technologies from SLM Solutions and EOS, for instance, hadn’t tried to cooperate in the development of shared standards, Scott Killian of EOS argued that, “We’re trying to make a profit” – implying that this value was shared among the vendors – and, as a result, there is no reason to work with one another to construct quality control methods. This would limit each company’s competitive advantage, according to Killian, who added, “what’s in it for us?” Based on the previous panel from the aerospace contractors, what might be in it for the 3D printer manufacturers would be the ability to take their products to a high-paying market, like aerospace, more quickly, an opinion that I heard echoed from many attendees I talked to after the session.
But Killian’s belief seemed to underlie a feeling that I felt through the whole event. Though there is a desire on the part of every sector of the industry, the large manufacturers like Northrop Grumman and the equipment manufacturers like EOS, to join together to bring 3D printing into mainstream manufacturing, there is also an unwillingness on the part of some to put progress before profit. The place had an aura of a Bellagio poker game, with every player keeping their cards concealed. Only, this isn’t a poker game because there is no end point for profit, no point at which anyone is declared a winner. Life drags on, day in and day out, with a series of arbitrary false ends, Q4 profit reports and the illusion that night means the end of a day. For that reason, I don’t see the harm in ruining the game every once in awhile and revealing your hand before the game is up.
Of course, the open source community operates on these principles, finding more pleasure in the development of ideas, the creation of technology and collaboration with their fellow community members and never taking for granted the profit motive. For many in the world of open source, the rewards are intrinsic, making happiness among Makers that much more attainable. These same attitudes can’t yet be applied to laser sintering, as those patents have yet to expire, but it’s possible for large OEMs to embrace, at least, the attitude held by many Makers. That’s why I was pleased to hear some of the practices being pursued by GE.
 Prabhjot Singh, of GE Global Research, pointed out that Global Research has, not only given personal 3D Systems printers to all of its designers to encourage AM-oriented design, but they’ve also held a crowd-sourcing challenge. By encouraging outside designers, who may or may not be more familiar with designing for 3D printing, to create something like a jet engine bracket, they’re able to foster interest in the technology within the company while also fostering inclusiveness outside of GE. This sort of attitude, which I believe is very progressive and 21st Century for such a large behemoth of a company (compared to the aforementioned opinions of AirBus and Northrop), is what will eventually lead to the incorporation of 3D printing into mainstream manufacturing.
Prabhjot Singh, of GE Global Research, pointed out that Global Research has, not only given personal 3D Systems printers to all of its designers to encourage AM-oriented design, but they’ve also held a crowd-sourcing challenge. By encouraging outside designers, who may or may not be more familiar with designing for 3D printing, to create something like a jet engine bracket, they’re able to foster interest in the technology within the company while also fostering inclusiveness outside of GE. This sort of attitude, which I believe is very progressive and 21st Century for such a large behemoth of a company (compared to the aforementioned opinions of AirBus and Northrop), is what will eventually lead to the incorporation of 3D printing into mainstream manufacturing.
So, my biggest takeaway from the event, regarding the problem facing AM’s entry into industrial practices and the solution, is going to sound strangely vague. The problem is: 3D printing is still relatively young. The solution: the Additive/Aerospace Summit (and things like it). Right now, the attempt to incorporate 3D printing into aerospace is being performed by a schizophrenic hivemind[2]. Individuals and companies are acting in self-interest, without regards to the whole ecosystem. There are so many holes that need to be filled – developing standards, better software, more reliable technology – and there’s so much communication that still needs to take place on the part of industry members for 3D printing to be understood by, say, aerospace engineers and for 3D printer manufacturers to understand the needs/standards of aerospace engineers. The best solution, then, is more events like the Additive/Aerospace Summit, the Inside 3D Printing Conferences, the 3D PrintShow, and so on. With such events, people from different backgrounds can be integrated and learn from one another and, slowly, things will start to coalesce.
 Despite (still held) previous opinions about NAMII, now America Makes, the national 3D printing association does seem to be doing a lot towards speeding up this process. Many speakers and panelists described the efforts taken by America Makes to distribute information among the many diverse members, including material databases and aerospace standards. These sorts of umbrella organizations go a long way to making the hive mind less schizophrenic, focusing it so that it is aware of and can attain its desired goals. The only problem left then, as this communication and coalescence takes place, is what interests are guiding this hive mind. Sure, organizing members of various industries will lead to better cross-communication and shared standards, but whose standards will we fulfill? Will it be organizations, like aerospace/defense contractors, that may only care about turning a profit or producing parts for a specific, narrow purpose? In other words, America Makes helps America learn to make, but what is it that America will be making?
Despite (still held) previous opinions about NAMII, now America Makes, the national 3D printing association does seem to be doing a lot towards speeding up this process. Many speakers and panelists described the efforts taken by America Makes to distribute information among the many diverse members, including material databases and aerospace standards. These sorts of umbrella organizations go a long way to making the hive mind less schizophrenic, focusing it so that it is aware of and can attain its desired goals. The only problem left then, as this communication and coalescence takes place, is what interests are guiding this hive mind. Sure, organizing members of various industries will lead to better cross-communication and shared standards, but whose standards will we fulfill? Will it be organizations, like aerospace/defense contractors, that may only care about turning a profit or producing parts for a specific, narrow purpose? In other words, America Makes helps America learn to make, but what is it that America will be making?
Source for dollar sign image: Sector67 on Thingiverse
[1] Nyuck, nyuck, nyuck.
[2] This is an analogy I also use to describe the human species as a whole. We’re all trying to perform the same task: survive with contentment. To do so, we must consider our surrounding environment, like 7 billion other humans. So we do it as networked individuals, without considering the network, leading to a sort of group schizophrenia.
