
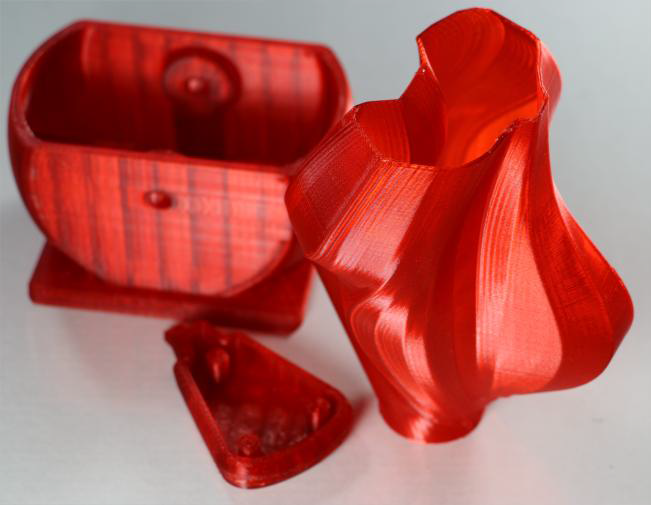
Developer of high-strength 3D printing materials taulman 3D has just announced its latest release: In-PLA filament, a new transparent filament that comes in a range of vibrant, translucent colors.
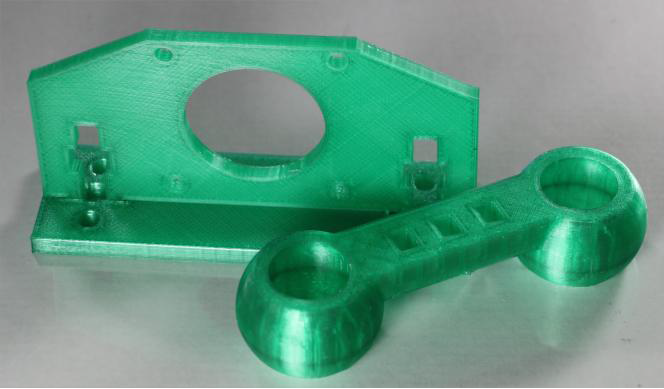
The taulman 3D team developed their new transparent filament by using a “clear” resin base that allows follow-on colors to be significantly more vibrant. This process also makes it possible to create lustrous, translucent colors and transparent and semitransparent prints (with the exception of yellow). To get the standard transparent print, one would use a print temperature of 207° C-212° C or an increased temperature of 218° C-224° C for a very glossy effect. According to taulman 3D, all other standard PLA configurations for print speed and print surfaces apply.

The most impressive feature of PLA is that it does not warp or shrink when 3D printed. This allows the user to print using non-heated build platforms, and allows for better bridging which reduces the need for support material. For industrial 3D printing, this is particularly important as the low shrinkage factor can be calculated into the final design, resulting in a more accurate final machined or injection molded part. This causes a significant reduction in “time to production” as well as design cycle costs.
Taulman3D prides themselves on the strength of their materials Here are a few stats on the strength of In-PLA:
Ultimate Tensile Strength 9.89 ksi ASTM D638
Tensile Modulus 521.6 ksi ASTM D638
Tensile Strain at Break 3.9% ASTM D638
Gardner Impact Strength 2.04 in-lb ASTM D5420
Flexural Modulus 285.99 ksi ASTM D790
Thomas Martzall at Taulman3D explained a little more about the process of making In-PLA and why it is an important new filament on the market:
While the reduced shrinkage of PLA has been of interest to Taulman3D for some time, it was important we bring additional new and innovative features to the 3D Printing community that went further than what is currently available from hundreds of material suppliers around the world. While the small shrinkage feature is a significant advantage of PLA, we wanted to bring PLA closer to the utility side of 3D Printing. With In-PLA, we have developed this additional strength and look forward to new uses and applications where a stronger PLA can fill a need. As a material to be used by design houses for “Form/Fit”, it was also important to bring a material that can more closely align with color and gloss expectations. The clarity of In-PLA needed to meet a transmission specification of 90% at 2mm when formed to an optical flat, or thick film “without a yellow tinge”. This was a difficult specification to reach, but will allow follow–on colors or special orders to be more easily matched to standard industrial color swatches. We also wanted In-PLA to take advantage of the optical correction capability of being coated with “XTC-3D”, a clear, 2 part coating that corrects for zero DOF of clear plastic threads.
The next major effort for us was to add an extrusion mfg line. A little known fact about Taulman3D is that our materials are not extruded, but are “drawn”. A manufacturing method where the material comes out of the main heaters larger in dia, and then drawn or “stretched” under water to size specifications. This unique manufacturing method allows us additional control of the final Taulman3D material features when 3D Printed. However PLA is an extruded line and we have added the best extrusion equipment with all of the laser sensors needed to maintain a constant dia and size. As most purchase PLA on 1kg spools, it was also important that users have access to Taulman3D’s In-PLA on a 1kg spool loaded to 1kg. This also makes it easier to compare taulman3D lines to other currently available PLA lines.
In-PLA is available at the taulman 3D website beginning this week. The filament comes in 1.75mm and 2.85 mm rounds and in a variety of colors including clear, opaque white and black, and translucent red, blue and green.
