
SLA 3D printing is fast and produces objects at a high-resolution, making it an increasingly useful tool for dental, medical and jewelry applications. Once the 3D design is printed, parts are detached from the build platform and may require post-processing. While smaller 3D prints offer little challenge to removal, larger prints and those that may have more industrial uses in the future, can be more challenging. Also, while the 3D print is processed and depending on the surface area of each layer, adhesion during printing can be a problem.
In most SLA processes, scanning each layer with light may take a maximum of one or two seconds, ensuring that these layers bond with the fabricated object (rather than the resin tank) takes longer. This slows the process down and if the print bonds to the tank then deformation or it more severe cases, failed prints can be a problem.
Research at the University of Illinois in Chicago takes a closer look at the conditions that makes the resin stick as it does, and develops a method for separating the parts from the print platform. The research may pave the way for the industrialization of additive manufacturing and high throughput applications.
Turning SLA on its head
One of the most common SLA 3D printing techniques, found in commercial printers such as the Form 2 from Formlabs and Carbon’s M1 CLIP technology, is called the constrained surface method.
In constrained surface SLA, the print platform at the Z axis pulls an object up out of a vat of resin. The light source used to solidify the resin is situated beneath the vat or tank, and objects are designed to be 3D printed upside down. This is opposed to the free surface method of SLA 3D printing that has the light source above the vat, and an object is lowered into the resin.
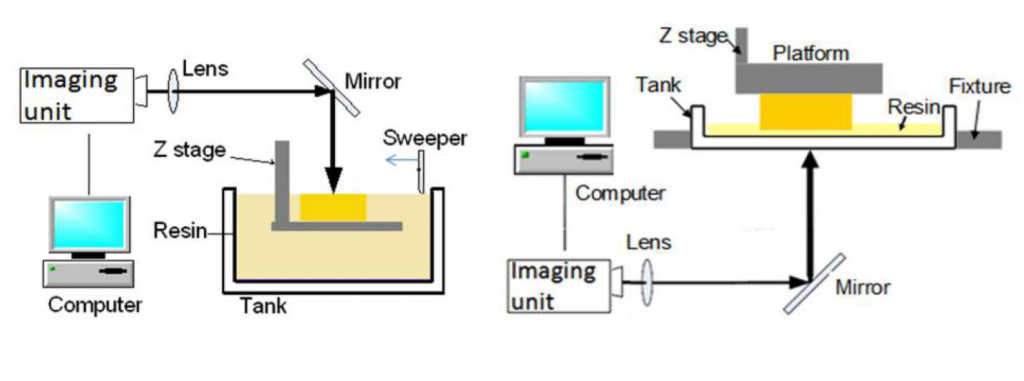
For this study on separation force, researchers focus on the constrained surface method.
The set-up
Four different factors are highlighted as affecting the separation force between a print platform and the material, the material viscosity; layer thickness; pull-up velocity of the print platform; and the geometry of the object.
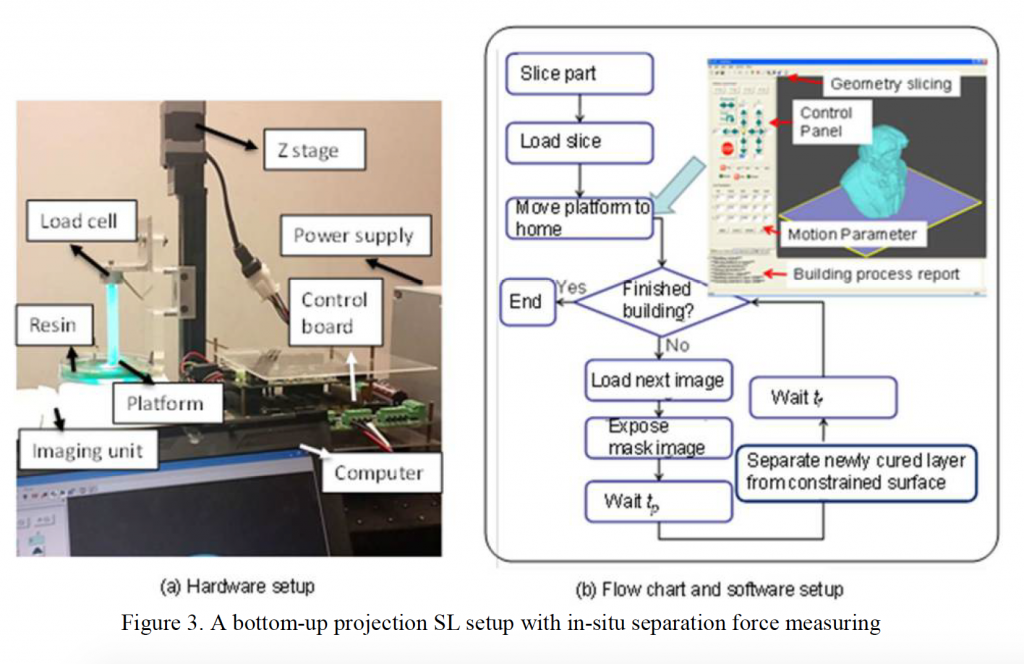
To accurately measure each of these parameters, the researchers developed their own 3D printer set-up. The experimental 3D printer includes a transparent petri dish as a platform, this permits viewing of the base of a 3D printed object before it is removed.
The hardware set-up is supported by a software system that takes real-time readings of the elevation force in the print from a load cell embedded in the platform.
A novel solution to big area additive manufacturing
Two out of the four highlighted factors can be controlled externally:
- The pull-up velocity, which can be modified in the programming of the SLA
- Layer thickness, as determined by the oxygen flow between the print platform and the resin vat.
The research results show that both factors can be manipulated by the coating on a constrained surface, i.e. the print platform. PDMS, a type of silicone, was chosen to coat the constrained surface, and results shows that,
Due to the elasticity, the PDMS film deforms during the separation process and moves together with the part with a smaller velocity.
Additionally,
By modifying the PDMS film, it is possible to adjust the separation speed [Velocity] or the gap size [layer thickness], to avoid over-large separation force
The next step for this project is develop a system that automatically predicts and modifies the given restraints, and to examine constrained surface coatings for high throughput and big area additive manufacturing.
Full details of the study can be found in the Rapid Prototyping Journal, Vol. 23 Iss. 2, 2017, co-authored by Yayue Pan, Haiyang He, Jie Xu and Alan Feinerman.
To stay up to date on the latest 3D printing research you can sign up to the 3D Printing Industry newsletter and follow us on social media.
Featured image shows SLA 3D printed Eiffel Towers on the print platform. Photo via Tangible Engineering Corporation
