A collaboration between researchers at Tampere University of Technology (TUT) Finland and industrial engineering firm Enmac Oy has yielded a model that can determine when to use additive manufacturing instead of conventional processes.
Detailed in an Open Access article published in the Proceedings of the Design Society: International Conference on Engineering Design, the model focuses on the application of selective laser melting (SLM) in place of CNC machining. The view is that this model can be applied early in the design for additive manufacturing (DfAM) stage, helping to select the technically better, faster and cheaper method for end use production.
Spoiled for choice
As the selection of additive manufacturing technologies is increasing, and the number of companies continues to expand it is certainly not becoming any easier for businesses to identify where the technology makes sense for them. As a result, industry stakeholders are seeking solutions to help businesses make informed decisions. The Senvol additive manufacturing database was set up to help solve this challenge. Tackling questions of “Can I Make It?” and “Should I Make It?” American manufacturing association SME has also launched its Interactive RAPID AM Portal (iRAMP). For manufacturing providers, like Protolabs, Xometry and 3D Systems On Demand, that employ both conventional and additive services, the distinction between different processes and dedicated selection advice is a key part of their messaging.
With this feasibility model, TUT and Enmac Oy are seeking to be another part of this challenge.
The Additive Manufacturing Feasibility Index
The root of TUT’s additive manufacturing feasibility model is an equation, taking into account several parameters of part performance, such as design time for AM technology, manufacturing time, and cost. For purpose of experimentation, the team applies the equation to the production of four components: a nozzle case, reflector holder, rack block and a water manifold.
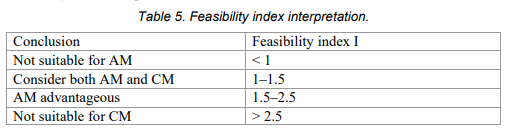
For each part, the team calculates the importance of part performance, importance of delivery time and importance of part cost, in comparison to the design made using CNC machining and AM. The mean of each of these factors then gives the part its Feasibility Index. The index reading in turn corresponds to different conclusions about which manufacturing method is most suitable for end use production.
Proceedings of the Design Society: International Conference on Engineering Design
As an example, a reflector holder is chosen for additive manufacturing in a bid to achieve better part performance and lower part cost. Following calculations, this part is given a Feasibility Index of 2.65, meaning that the cost, delivery time and part performance when 3D printed are better compared to when the part is conventionally made. In other words, as per the index, the part is “Not suitable for Conventional Manufacturing (CM).” The water manifold, on the other hand, is given a Feasibility Index of 0.75, deeming it “Not suitable for AM.”
In conclusions, the authors assert that “[The] presented model provides a helpful tool for designers in evaluating part suitability for AM.”
Furthermore, “this feasibility model is easily applicable by engineers in everyday business and can be utilized for variety of AM technologies, although only SLM is used in this research.”
“Model for Evaluating Additive Manufacturing Feasibility in End-Use Production” is co-authored by Matti Ahtiluoto, Asko Uolevi Ellmanand and Eric Coatanea.
For more of the latest 3D printing research sign up to the 3D Printing Industry newsletter, follow us on Twitter, and like us on Facebook.
Create a profile on 3D Printing Jobs now to advertise new academic opportunities.
Featured image shows SLM in action at Fraunhofer ILT Aachen. Photo via Fraunhofer ILT.
