
A group of Chinese and U.S-based researchers have discovered a Powder Bed Fusion (PBF) 3D printing ‘speed limit’ at which part defects are less likely to occur.
Through extensive X-ray imaging, the team found that during PBF processes, the system’s laser often causes J-shaped bubbles to form on an object’s surface. If these pools of metal burst, imperfections are then spread into the re-solidifying metal, causing voids to appear that weaken the product’s structural integrity.
Eventually, the scientists established that when the laser is scanned too slowly across the powder, the alloy overheats, and that there is therefore a ‘safe speed’ above which high quality components can be created.
“You can think of the boundary as a speed limit, except it is the opposite of driving a car,” said Anthony Rollett, who co-wrote the paper. “In this case, it gets more dangerous as you go slower. If you’re below the speed limit, then you are almost certainly generating a defect.”
“As long as you stay out of the ‘danger zone,’ the risk of leaving defects behind is quite small.”
Optimizing the metal 3D printing process
Although PBF is the most-used metal additive manufacturing process, it often produces parts that feature porosity (or small gaps and voids), which can impair their performance. As a result, significant research has gone into identifying how these pores form, and in particular, controlling any ‘keyholes’ that occur.
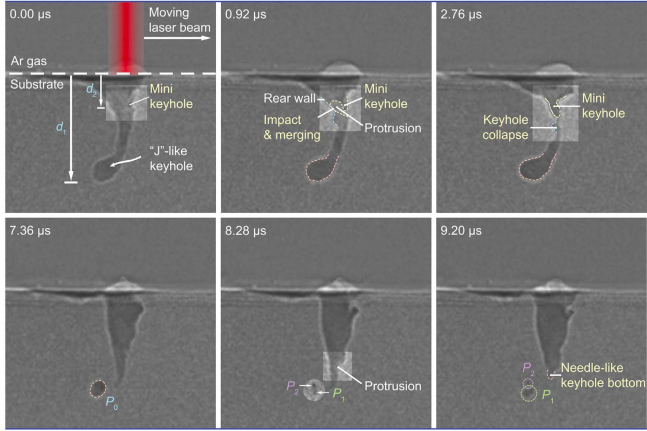
Keyhole porosity refers to the deep cavities in objects, caused by the rapid evaporation of metal during printing, which pushes the surrounding melted material downwards. While the phenomena can be good for laser efficiency, the keyhole walls sometimes fluctuate and collapse, leading defects to become trapped within the solidified alloy.
One of the ways that users have tried to prevent voids is Power-Velocity (P-V) mapping, a process that relates print quality to a system’s parameters. However, finding a reproducible ‘porosity boundary,’ which separates processing conditions that produce fully dense parts from those with pores, has so far proved elusive.
Establishing 3D printing’s ‘speed limit’
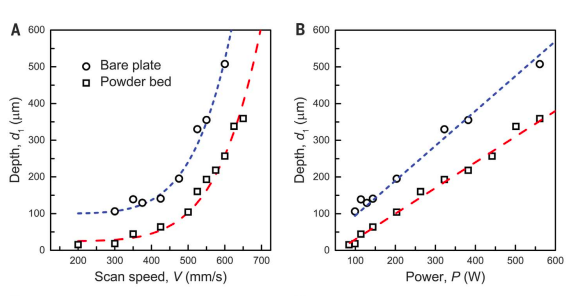
In order to establish a repeatable process and complete the P-V map, the scientists deployed high-speed X-ray imaging to study the origin of keyhole pores and their initial motions. Straight away, the researchers found that decreasing the laser’s scan speed led to an increase in the maximum size of the pores they observed.
Further testing revealed that void formation happened primarily when J-shaped keyholes were ‘pinched-off’ into bubbles, and their collapse caused acoustic shockwaves to occur. These forces effectively push the pores away from the keyhole, and embed them within the re-solidifying metal, weakening its integrity.
Interestingly, the scientists also found that keyholes only survive under certain conditions, and that slower scan speeds often led to the creation of narrow needle-like pores. These deeper voids are prone to rapid heating, and when they caved in, the team observed more amplified waves that carried droplets further away.
The researchers’ findings ultimately showed an unexpectedly smooth correlation between scan speed and keyhole pore depth, which constituted a well-defined lower speed limit. In establishing an optimal parameter set, the scientists believe that it could now be possible to more successfully identify and prevent the causes of destabilizing voids.
Additive’s quest for void-free parts
Preventing defects from occurring during metal 3D printing has been the subject of intensive R&D for some time, and researchers have identified a wide range of solutions.
Scientists from the Argonne National Laboratory and Texas A&M University have deployed ML methods to draw links between a part’s thermal history and the formation of subsurface defects during PBF. The team also used X-rays, but combined them with side-on cameras, to gather the real-time data they needed.
Similarly, a team of researchers from Lawrence Livermore National Laboratory (LLNL) have discovered a way of reducing defects in metal 3D printed parts. By controlling the ‘spatter’ of rogue material, the scientists were able to lower any loose powder interaction with freshly fused material.
Elsewhere, another team from Texas A&M have created a method of 3D printing steel that’s completely free from porosity. The researchers effectively developed a set of SLM parameters that allowed for low-alloy martensite (AF9628) to be fabricated with a higher level of tensile strength than almost any other alloy.
The researchers’ findings are detailed in their paper titled “Critical instability at moving keyhole tip generates porosity in laser melting,” which was co-authored by Cang Zhao, Niranjan D. Parab, Xuxiao Li, Kamel Fezzaa, Wenda Tan, Anthony D. Rollett and Tao Sun.
To stay up to date with the latest 3D printing news, don’t forget to subscribe to the 3D Printing Industry newsletter or follow us on Twitter or liking our page on Facebook.
Are you looking for a job in the additive manufacturing industry? Visit 3D Printing Jobs for a selection of roles in the industry.
Featured image show’s a diagram of one of the J-like pores observed by the team during their research. Image via the Science journal.
