A team of researchers from Lawrence Livermore National Laboratory (LLNL) have discovered a way of reducing defects in metal parts 3D printed via LPBF. By carefully controlling the ‘spatter’ of rogue material launched out of the powder melt track, the scientists were able to significantly reduce loose powder interaction with freshly fused material, increasing the quality of each metal layer.
Defects in 3D printed metal
As it stands, there is a lack of understanding of the processes that occur between layers during metal 3D printing. A high power laser heats and melts powder until it is fused, layer-by-layer, into a solid 3D shape but specifics like the absorption of energy in the layers (which tend to only be dozens of microns thick) is still largely poorly understood. Metal 3D printed parts often contain an abundance of defects that occur during the fusion process, resulting in lower mechanical strengths and a lack of confidence for critical applications.
Controlling powder spatter
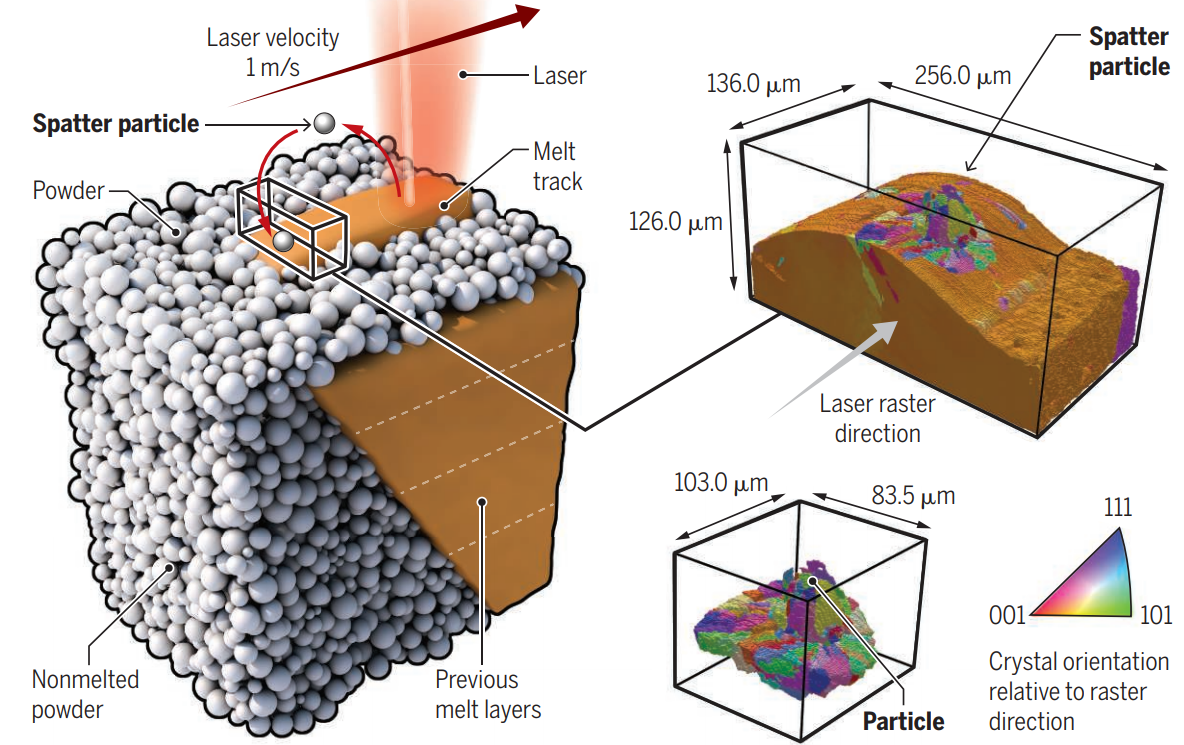
With the goal of better understanding the intricacies of metal 3D printing on an inter-layer scale, the researchers set up a series of X-ray synchrotron experiments and developed a predictive multi-physics model for stainless steel. Upon reviewing their high-fidelity simulations and imaging, the researchers discovered a new defect formation caused by powder spatter. This simple spatter just looks like sparks or smoke to the naked eye, but if it makes its way onto the surface of a hot, freshly fused layer, it can partially melt and stick to the rest of the part.
The researchers concluded that the interaction of the laser with the spatter was causing fluctuations in the melt pool depth. As a result, some areas of the track were not fully fused and defects formed. On top of this, in some cases the spatter would actually break up into multiple parts and result in numerous defect sites.
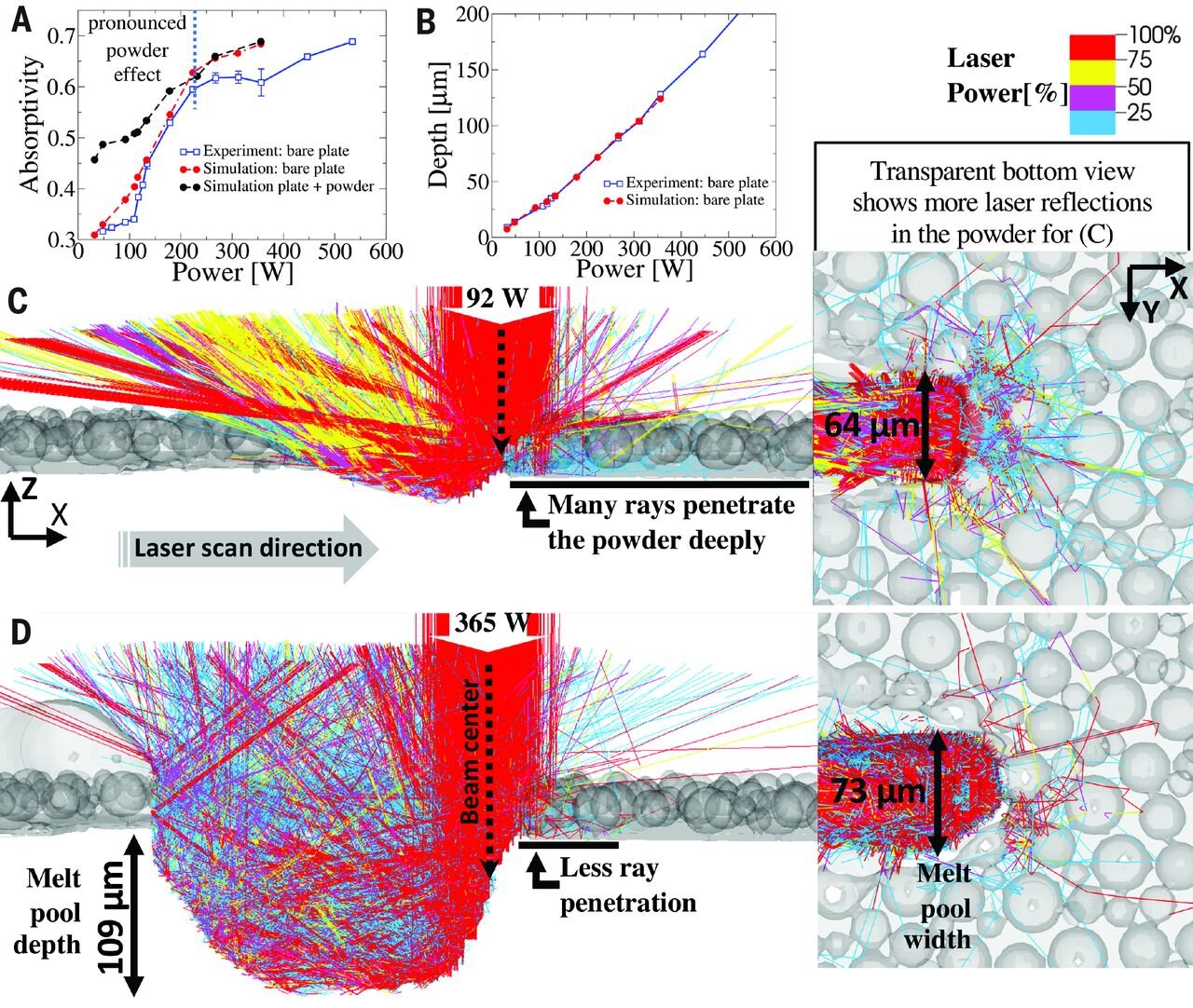
To combat this, the team modelled a map of the chaotic powder expulsion regime based on the power of the laser – allowing them to experiment with the wattage to determine its effects on the formation of defects. They found a direct linear relationship between power and the melt pool dimensions. Increasing the power of the laser from 92W to 365W deepened the melt pool as well as increasing its width from 63 microns to 73 microns. This resulted in fewer ray reflections and decreased powder spatter. The results allowed the researchers to derive criteria to stabilize the dynamics of the melt pool and, in turn, minimize spatter-induced defects.
Further details of the study can be found in the paper titled ‘Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing’. It is co-authored by Saad A. Khairallah, Aiden A. Martin, Jonathan R. I. Lee, Gabe Guss, Nicholas P. Calta, Joshua A. Hammons, Michael H. Nielsen, Kevin Chaput, Edwin Schwalbach, Megna N. Shah, Michael G. Chapman, Trevor M. Willey, Alexander M. Rubenchik, Andrew T. Anderson, Y. Morris Wang, Manyalibo J. Matthews, and Wayne E. King.
AM researchers have been chasing pore-free metal parts for as long as metal 3D printing has existed. Earlier in April, Texas A&M engineers developed a set of guidelines and parameters that allow for the additive manufacturing of a low-alloy martensite (AF9628) into defect-free parts without sacrificing geometric freedom. The martensite they 3D printed had the highest tensile strength of any 3D printed alloy to date. On the other end of the spectrum, researchers from Japan have 3D printed solid structures made of metal-organic frameworks – a group of materials useful in gas adsorption due to their high porosity.
The nominations for the 2020 3D Printing Industry Awards are now open. Who do you think should make the shortlists for this year’s show? Have your say now.
Subscribe to the 3D Printing Industry newsletter for the latest news in additive manufacturing. You can also stay connected by following us on Twitter and liking us on Facebook.
Looking for a career in additive manufacturing? Visit 3D Printing Jobs for a selection of roles in the industry.
Featured image shows laser-powder energy absorptivity analysis. Image via Lawrence Livermore National Laboratory.
