
Researchers from Ondokuz Mayis University in Turkey have used adaptive slicing to increase the speed of binder jetting 3D printing.
Published in the journal Rapid Prototyping, the study claims that binder jetting is set to experience more growth than any other additive manufacturing technology in the next decade.
However, more widespread adoption of binder jetting is reportedly being stunted by its manufacturing speeds, which are slower than conventional production methods. To overcome this challenge, researchers Hasan Baş, Fatih Yapıcı and Erhan Ergün have leveraged adaptive slicing and a self-developed variable binder amount algorithm (VBAA).
Slicing is a key step of all additive manufacturing processes, translating the digital model into instructions for the 3D printer. This process is usually performed uniformly, with consistent layer thicknesses throughout the part. Alternatively, adaptive slicing creates variable layer thicknesses based on the part’s geometry, increasing efficiency and optimizing surface quality.
While this method has long been used in FDM 3D printing, it has not been fully explored for binder jet technology due to its absence from most binder jetting slicers. Building on the findings of their previous study into adaptive slicing for binder jetting, the researchers successfully produced high-quality parts with 12.31% fewer layers than those made with uniform slicing.

Adaptive slicing enhances binder jetting efficiency
To ensure they achieved optimal adaptive slicing results, the researchers utilized their VBAA algorithm. This was necessary as, if not used, the same amount of binder would be sent to each layer regardless of the difference in thickness. Too much binder sent to a thin layer can increase surface roughness, while too little binder can cause parts to easily break.
The Taguchi method, a statistical process used to determine optimal design specifications, was also employed to optimize the layer thickness and saturation ratio in VBAA. This ensured the final test parts were fabricated with the ideal 3D printing parameters.
During this initial design process, 27 samples were produced with nine different sets of parameters. The width of these raw samples was then measured, before being sintered at 1,500 °C for two hours. After sintering, additional surface roughness and density tests were performed. The team also investigated the utility of affordable and accessible image processing methods for measuring surface roughness.
From the results of this initial testing, the researchers deduced the optimal 3D printing parameters to include layer thickness between 180–250 μm, and saturation of 50%.
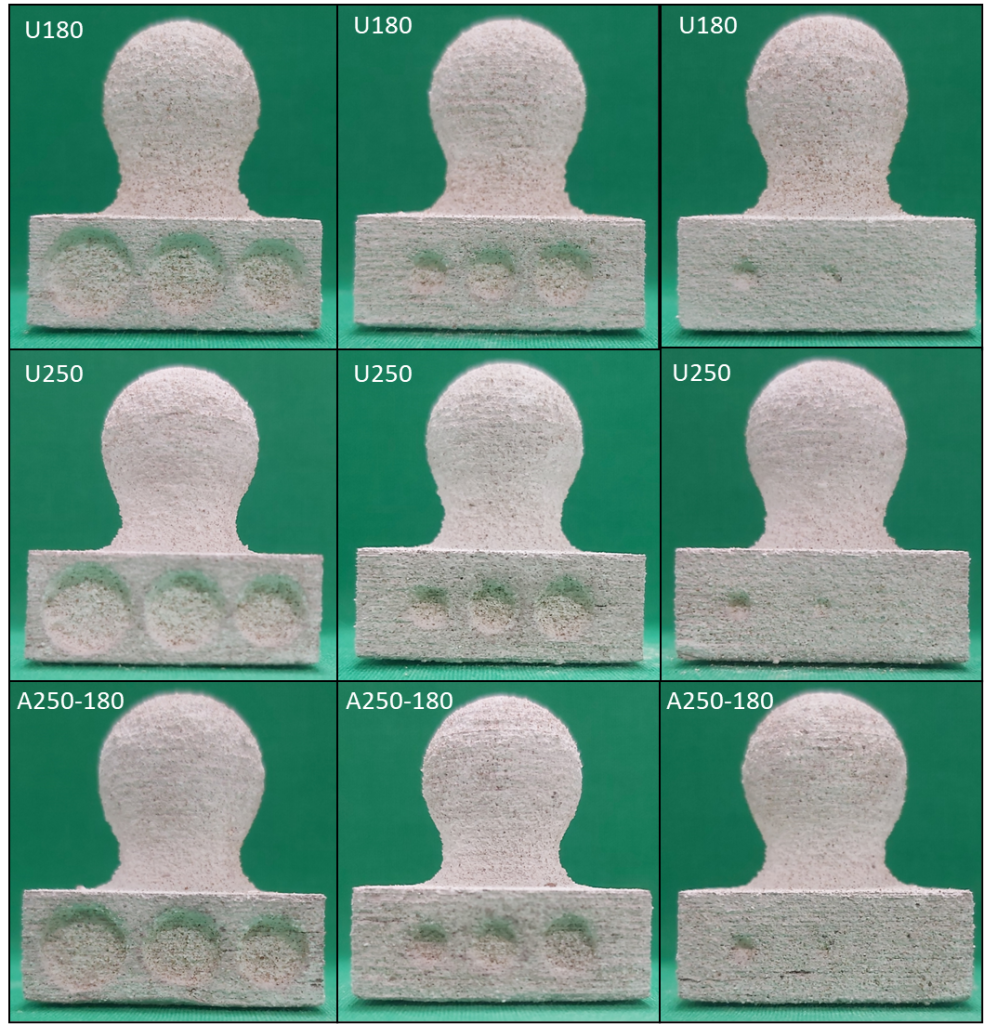
Adaptive slicing was then used to 3D print a sample part with this range of layer thicknesses. The sample was then compared against two “thin layer” and “thick layer” test parts, 3D printed with consistent layer thicknesses of 180 μm and 250 μm, respectively.
Ultimately, the researchers found that the surface roughness values of the adaptive sliced sample were similar to the “thin layer” part and superior to that of the “thick layer” model.
Despite possessing the same surface quality, the adaptive sliced part was 3D printed with 12.31% fewer layers than the “thin layer” sample, increasing efficiency and reducing 3D printing time in the process.
Developments in binder jetting
The Ondokuz Mayis University team’s study marks one of the latest attempts to improve binder jetting 3D printing.
Previously, a team from Oak Ridge National Laboratory (ORNL) developed a novel binder jetting method for the fabrication of enhanced lightweight metal-ceramic parts.
This process, which has been licensed by 3D printer manufacturer ExOne, allows aluminum-infiltrated boron carbide components to be produced with ExOne binder jetting technology. The agreement with ExOne built on an existing R&D license with ORNL, and has seen the firm 3D print scientific research parts for its clients.
Elsewhere, an international research team produced binder jet 3D printed geopolymer structures that matched the qualities of conventional structural concrete. The main goal of this study was to 3D print metakaolin, a dehydroxylated form of the clay mineral kaolinite, without using cement.
The team achieved this by creating a feedstock made from sand and metakaolin, which was then fabricated into prism-shaped geopolymer components using binder jetting. This is said to be a cleaner and more sustainable process than conventional construction methods.
Want to help select the winners of the 2024 3D Printing Industry Awards? Join the Expert Committee today.
What does the future of 3D printing hold?
What near-term 3D printing trends have been highlighted by industry experts?
Subscribe to the 3D Printing Industry newsletter to keep up to date with the latest 3D printing news.
You can also follow us on Twitter, like our Facebook page, and subscribe to the 3D Printing Industry Youtube channel to access more exclusive content.
Featured image shows the 3D printed test samples. Image via Rapid Prototyping.