
3D Printing Industry reviews the MakerBot METHOD X 3D printer.
Founded in 2009, MakerBot has made a name for itself in the professional-grade FFF 3D printing space with its suite of extrusion-based machines. The New York-based firm now operates under Stratasys, a leading OEM in the industrial-grade additive manufacturing sphere.
MakerBot’s flagship product line is the METHOD 3D printer range, comprising the older METHOD, the newer METHOD X, and the higher-performance METHOD X Carbon Fiber Edition.
As the mid-range offering, the METHOD X combines a high-temperature dual extrusion setup, a fully-enclosed build volume, and an impressive set of engineering material capabilities for functional prototyping and end-use production. Priced at $6,499 ($4,874.25 for a limited time), the printer is built for both commercial and educational use, granting users the ability to print with a wide variety of high-performance filaments. This includes fiber-reinforced composites and Ultrafuse 316L Stainless Steel, enabled by the LABS Experimental Extruder.

A robust, turnkey 3D printer
Sporting a full metal chassis, the METHOD X is based on a cartesian axis system, which is known to be more rigid and accurate but slower than a delta or CoreXY system. The enclosed build chamber measures 190 x 190 x 196mm and can be heated to 110°C via MakerBot’s patented VECT 110 (Variable Environmental Controlled Temperature) thermal regulation system. This is crucial for higher-temperature materials such as ABS, as it helps to avoid warping and delamination issues that may occur due to cool air-induced part shrinkage.
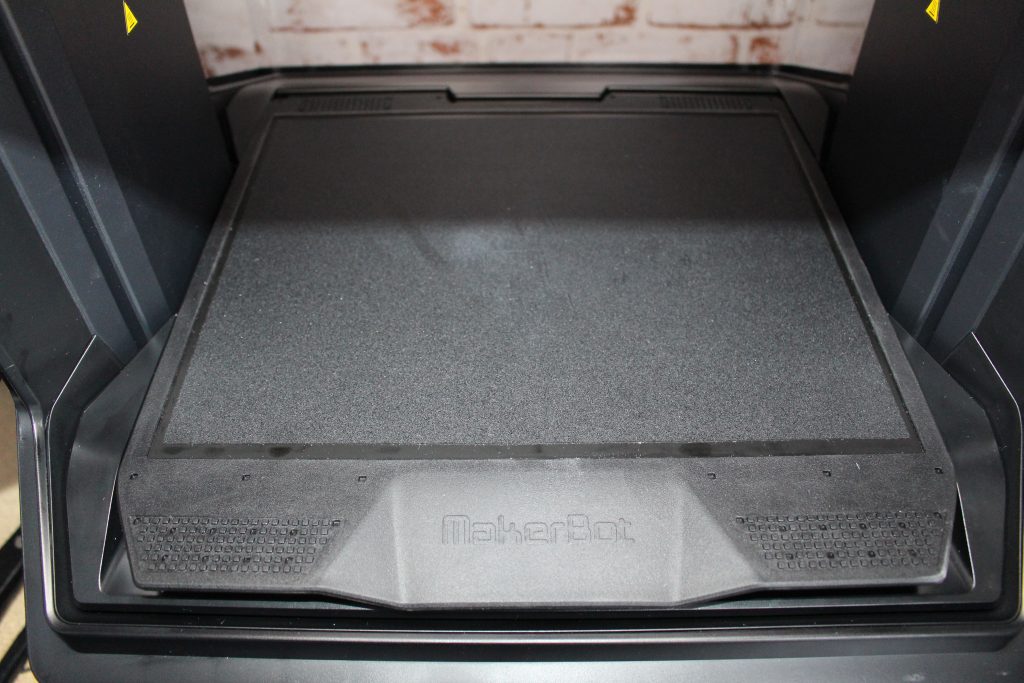
The removable print bed is magnetic and flexible, which makes part removal a breeze. We did, however, find that the adhesive film on the surface of the build plate was easily damaged and wasn’t quite as durable as we would’ve hoped. We had to replace it once in the month we spent testing the machine.
On the electronics side, connectivity options include USB (flash drive and cable), Wi-Fi, and ethernet. Users are given a 5” full-color touchscreen on the front, which is used to calibrate the bed, load the filament, and initiate prints. While the UI as a whole is intuitive and easy to use, we did come across some laggy menus that hampered the experience somewhat. This was especially apparent when the machine had been on for some time.

A material for every project
Where the METHOD X really shines is in its versatile printing capabilities, with a maximum nozzle temperature of 300°C. The system’s single printhead houses two direct-drive extruders, whereby the motors that supply the filament to the nozzle are mounted directly in the printhead itself. The assembly also packs an automated leveling sensor and two fans to cool the filament once it’s been extruded onto the part.
By default, the machine comes equipped with one Model Extruder (1XA) and one Support Extruder (2XA), but these can be swapped out for any of MakerBot’s six modular extruders: Model Extruder 1, Model Extruder 1XA, Support Extruder 2, Support Extruder 2XA, Model Extruder 1C, and the LABS GEN2 Experimental Extruder.
The combination you use will depend on exactly what materials you plan to print with but the options include ABS, ASA, PVA, PA, SR-30, PA-CF, functionalized composites such as ABS-ESD, and even Ultrafuse 316L Stainless Steel.
To keep these materials dry and in tip-top shape, the METHOD X even has its own humidity-controlled filament storage chamber. This is a great addition to the system and eliminates the need for any third-party devices, further playing to the turnkey aspect of the product.



The METHOD X calibration process
One very noteworthy feature of the METHOD X is its outstanding calibration process. Although the machine comes factory-leveled, MakerBot has implemented an assisted bed leveling procedure that sees the printer measure the positions of three points on the build plate using the sensors housed in the printhead. It automatically determines the relative position of the printing platform and the XY plane of movement, prompting the user to make any necessary adjustments via the two screws on the underside of the plate.
On the other hand, Z calibration is completely automatic, whereby the printer corrects the Z-offset of each nozzle entirely on its own. It does this by determining the nozzle to nozzle spacing in all three axes.
There’s not much to say other than the fact that it works perfectly. If we’re being really pedantic, we would’ve liked the option to set the Z-offset manually as this gives us full control over the first layer, but this is a somewhat moot point as we haven’t run into any problems whatsoever. The process as a whole is extremely effective and makes for a very accessible printing experience.
MakerBot Print and MakerBot CloudPrint
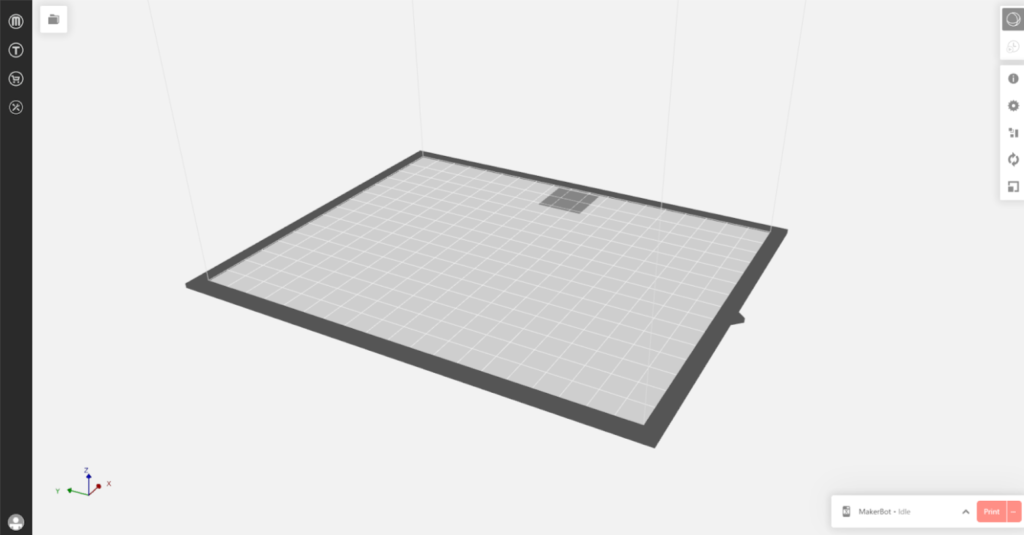
Like many 3D printer manufacturers, MakerBot provides its own slicing software for use with the METHOD X. The software operates very similarly to most FFF slicers on the market with basic translation, rotation, and rescaling functionality, and is easy to pick up after a few minutes of fiddling around in the menus.
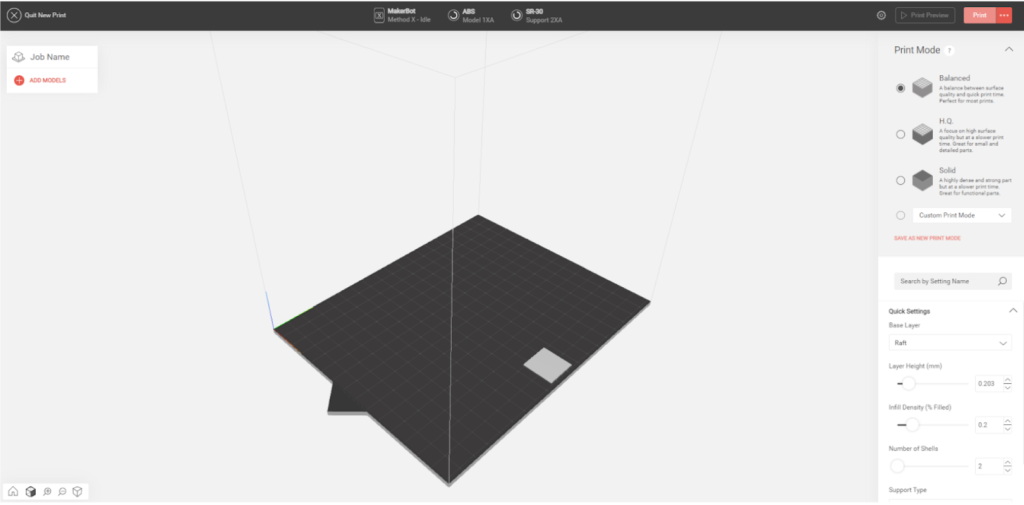
Users can choose between four different default print modes depending on the build being fabricated: Balanced, which optimizes speed and quality; Draft, which favors print speed; High Quality, which prioritizes part quality; and Solid, which is designed for printing dense, solid objects. It’s worth noting that these preset modes will vary depending on the material that’s been selected.
All in all, the slicer is fairly intuitive and provides enough control over the print parameters to fine-tune the outcome of the build to your liking. As far as aesthetics go, there’s a whole load of grey but the UI is clutter-free and easy to navigate, which is the important thing.
For those that prefer to use browser-based print preparation tools, the company also offers its MakerBot CloudPrint software. Much like the offline MakerBot Print slicer, CloudPrint enables users to slice 3D models with ease, except now they can be sent to the printer remotely over the internet. We don’t see all that many companies developing both a dedicated and a browser-based slicer, so this puts MakerBot head and shoulders above much of its competition.
One thing to note is that we did run into some bugs and crashes on the MakerBot Print slicer when used with some of the PCs in our lab, but we found that CloudPrint worked just fine regardless of the computer used. If you have the same experience, feel free to hop onto the latter and you should be good to go. In fact, even MakerBot recommends using CloudPrint as it’s guaranteed to have the latest features and is updated often.
Benchmarking the METHOD X: 86/100
So how did the METHOD X 3D printer fare in our benchmarking tests? We start off with 3D Printing Industry’s own benchmarking model, which consolidates many of our smaller print tests into one comprehensive part. We usually print this test in PLA to compare results between printers, but we also often try a PETG or ABS variant to see how the machine handles the more difficult filaments.
Seeing as the MakerBot is built for it, we printed this benchmarking model in high-temperature ABS. We assign each of the individual sections a weighted score based on factors such as dimensional precision, surface quality, and structural integrity. Impressively, the METHOD X earned an overall 3D Printing Industry score of 86/100 – a good professional-grade 3D printer is a 60+.

The overhang portion of the test is designed to determine the angles at which the system is able to print without the use of support structures. The METHOD X pulled through with a limit of 50°, which is a great result for ABS.
Similarly, the bridging test is intended to determine a system’s horizontal printing capabilities. The MakerBot managed to reach the 30mm bridge length before the structures began to curve and warp – again, a respectable result. It’s worth noting that, unlike a heated build plate, a heated build chamber can cause unsupported structures to sag due to the constant high temperature across every layer of the part (not just the first layer). As such, it’s always recommended to print overhangs and bridges with supports when using 3D printers with heated chambers.
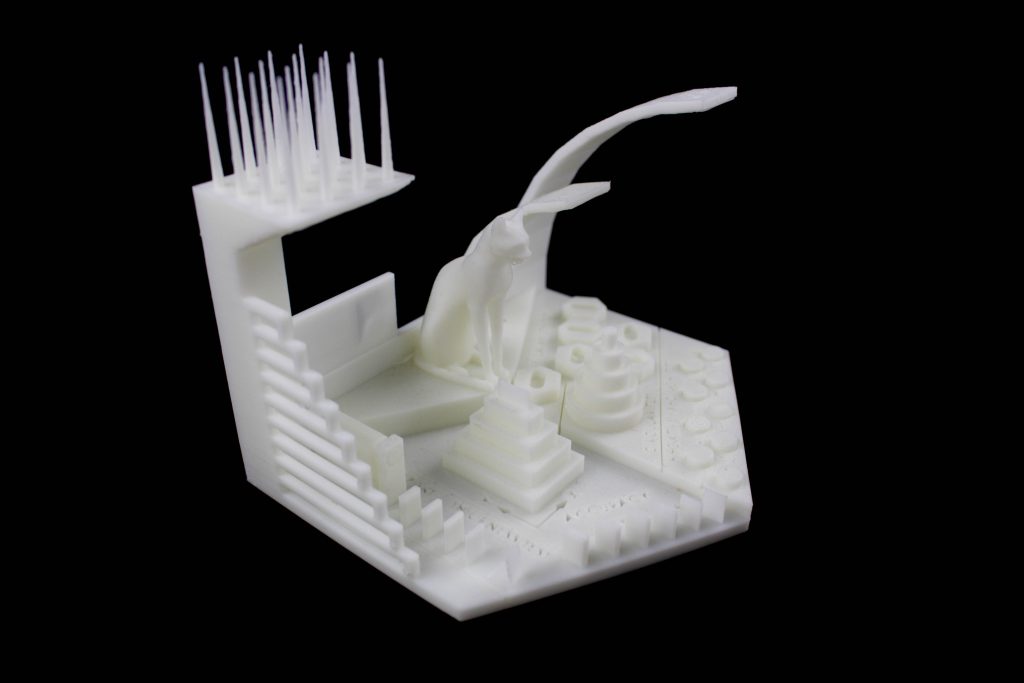
Where the system really impressed was the retraction test, which evaluates a printer’s extrusion capabilities. With high-temperature materials like ABS, it’s not uncommon for even the best printers to struggle with this test but the METHOD X successfully fabricated the entire spike array with minimal stringing and virtually no artifacts, resulting in one of the cleanest retraction tests we’ve ever seen.
We then 3D printed a set of circular trajectory test specimens to see how the METHOD X would handle circular structures. By studying the normal distribution of the concentric circles’ diameters, we can say that the printer offers sufficient repeatability when the average deviation from the intended dimensions is under 0.1mm and the standard deviation is under 0.05mm. Our measurement devices are accurate to ±0.015mm.
The MakerBot showcased decent repeatability here, with an average offset of 0.075mm for the X-axis and 0.158mm for the Y-axis, resulting in an average of 0.117mm for all axes. It’s worth noting that the X-axis is significantly more precise than the Y-axis, which can be attributed to the latter carrying more weight and inertia than the former. As such, we recommend printing along the X-axis when producing parts with tight tolerances. The average standard deviation also came in at 0.0557mm, which is okay for a printer in this price range.
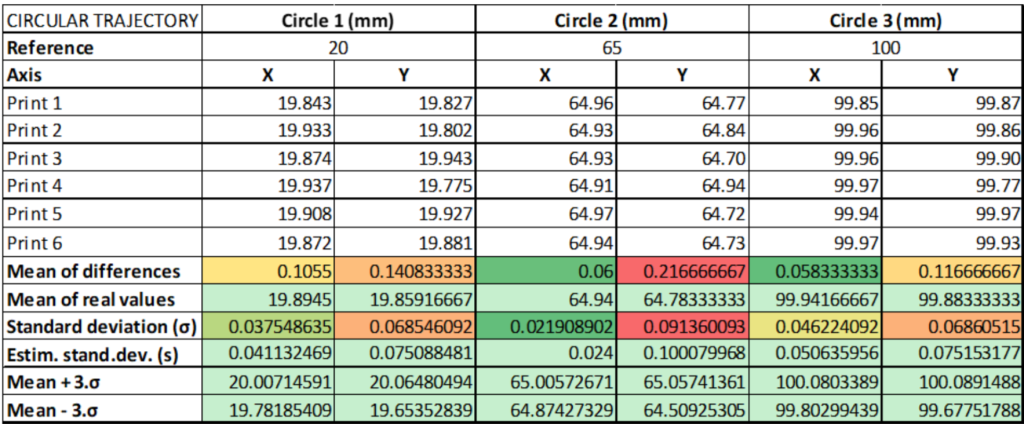
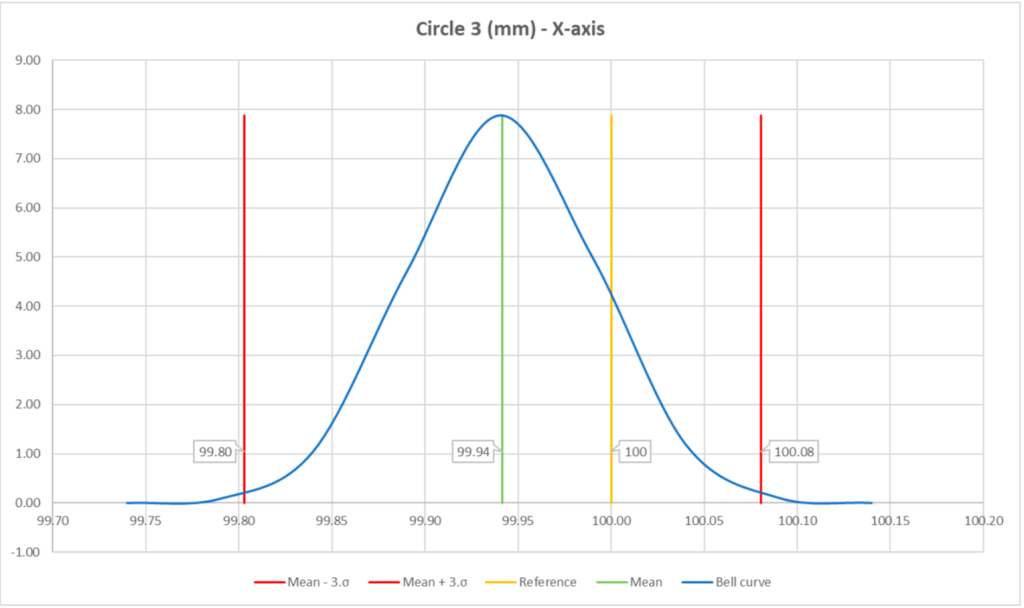
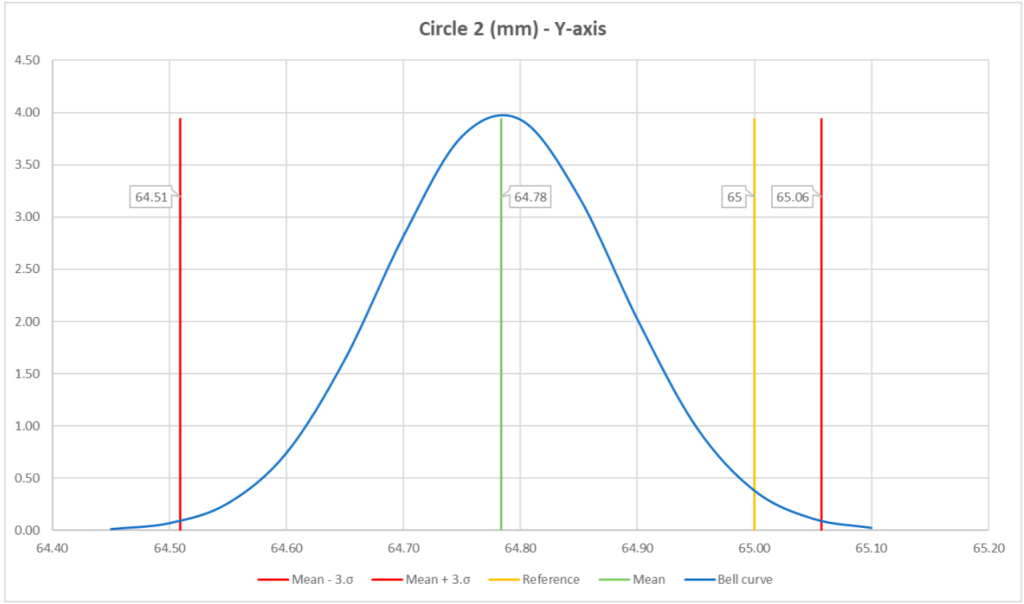
Below you’ll find the bell curves for the best and worst circles in the test – circle three for the X-axis and circle two for the Y-axis. In the best case, 99.6% of the 100mm circles manufactured by this 3D printer will be between 99.80mm and 100.09mm. In the worst case, 99.6% of the 65mm circles fabricated by this 3D printer will be between 64.51mm and 65.06mm.
Real application tests
Our final phase of testing the MakerBot METHOD X turns to real-world applications, or how you might want to use this 3D printer on a regular basis.
We ran some prints making use of the RapidRinse soluble support material combined with MakerBot’s ABS-R filament. RapidRinse is a flexible and biodegradable polymer that is very sensitive to moisture. When exposed to water, RapidRinse dissolves, making it a very useful support structure material for 3D printing. When printing extremely complex shapes or shapes with partially closed cavities, RapidRinse supports can be used and easily removed by dissolving them in hot water.
The generatively designed bracket is an ideal component to test here, and the test was passed with flying colors. No stringing, the print remained adhered to the print-bed throughout the build and the soluble supports washed away with ease.
We printed a multi-part assembly, this spool holder, and were pleased to find that after washing away the supports no further post-processing was required and a good fit between parts was achieved.





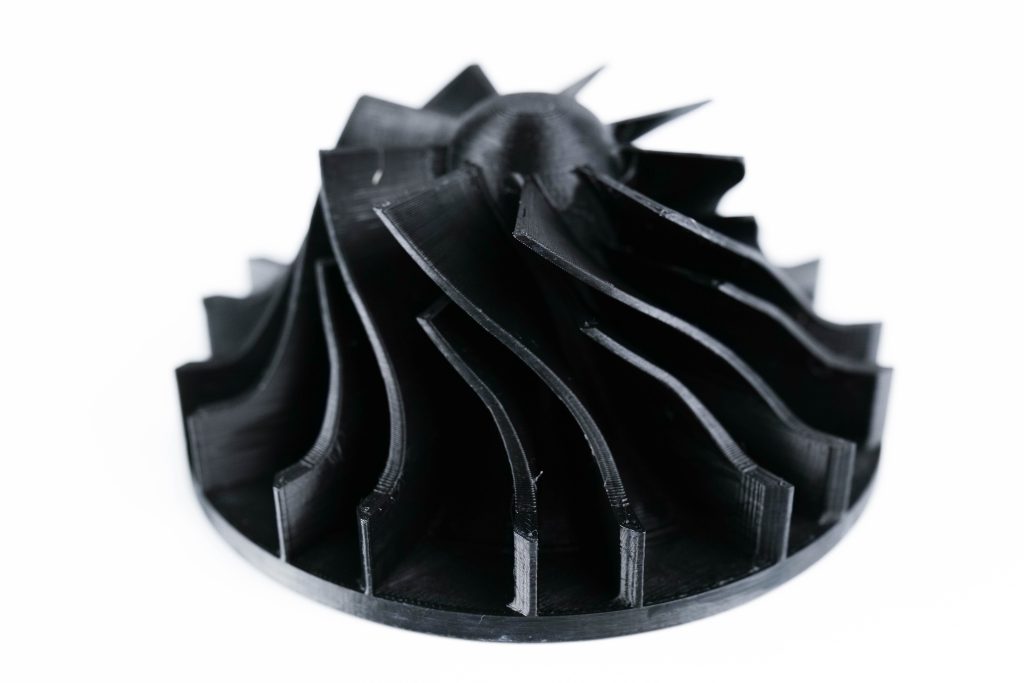
Components with cantilevered surfaces are well-suited to working with soluble supports. And once again the METHOD X performed the task with ease, leaving no defects after support removal that might impede the movement of the helical bevel gear, triple gear, and turbine we printed. The triple gear was a particularly challenging model – so hats off to MakerBot for producing a printer that handles such designs.





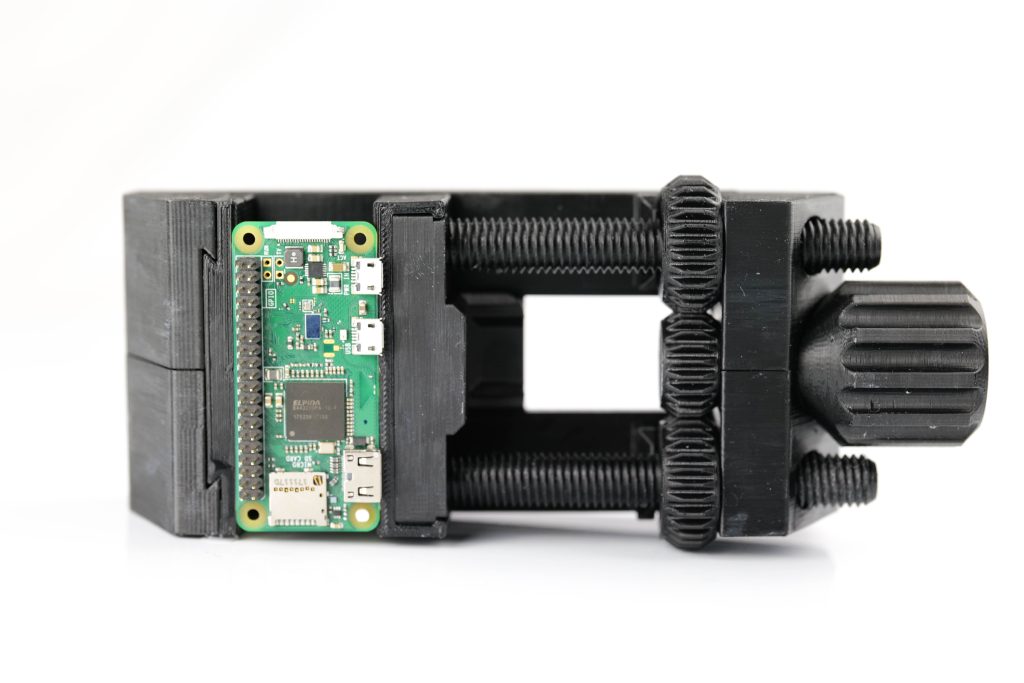
Our next batches of real-world application tests were a 3D printed vice, bag clip, and a set of backpack buckles. Once again the METHOD X performed impeccably. All in all, these tests confirmed the METHOD X lives up to its promises.



The verdict
For professional or advanced users who need access to engineering materials, the METHOD X is well worth considering. The system is well thought out and easy to use, delivering great bang for your buck. We liked the extensive material options and the streamlined printer calibration process – automatic leveling is a joy to use with minimal user action required.
Customer service was also great, our interactions went smoothly with a knowledgeable team who were rapidly able to resolve queries.
The drawbacks our testing uncovered were minor and did not detract from the overall experience. For completeness, we should mention that periodically the onboard touchscreen experienced some lag, nothing a software update couldn’t fix. The bundled MakerPrint slicer was occasionally temperamental but you’re free to use your slicer of preference so this posed no real issue. Our final quibble was with the adhesive film coating on the print bed, we’d prefer something slightly more durable. However, as testing showed, this was no impediment to getting wonderful results from the METHOD X.
When it comes to print quality, the METHOD X is more than respectable for the price. While the repeatability profile is nothing to write home about, the system managed to chew its way through our myriad of benchmarks and real application print tests without a hitch. The surface quality offered here is excellent, and the parts are strong enough for real-world use.
Overall the METHOD X has proven itself to be a formidable competitor in its class. The system’s phenomenal ABS printing capabilities make it a great choice for prosumers and professional users seeking a hassle-free 3D printing experience.
Technical specifications
| Build volume | 190 x 190 x 196mm |
| Extruders | Two |
| Max nozzle temp | 300°C |
| Max build chamber temp | 110°C |
| Layer thickness | 0.2 – 0.4mm |
| Nozzle diameter | 0.4mm |
| Filament diameter | 1.75mm |
| Dimensions | 437 x 413 x 649mm |
| Weight | 29.5kg |
Buy the MakerBot METHOD X 3D printer here.
Subscribe to the 3D Printing Industry newsletter for the latest news in additive manufacturing. You can also stay connected by following us on Twitter, liking us on Facebook, and tuning into the 3D Printing Industry YouTube Channel.
Looking for a career in additive manufacturing? Visit 3D Printing Jobs for a selection of roles in the industry.
Featured image shows the MakerBot METHOD X. Photo by 3D Printing Industry.
