
Researchers from Carnegie Mellon University and the University of Pittsburgh have released a new explanation for defects in laser beam powder bed fusion (PBF-LB).
The researchers’ work focuses on the occurrence of shrinkage porosity in Inconel Alloy 718 during PBF-LB 3D printing. Shrinkage porosity is a common defect in metal casting, and forms when metal transitions from a liquid to a solid.
In traditional metal castings, the Niyama criterion can be used to accurately predict the formation of shrinkage porosity. However, the use of this methodology for PBF-LB had previously been unexplored. Moreover, before this study, there had been no known heuristic to accurately predict shrinkage porosity in laser beam powder bed fusion 3D printing.
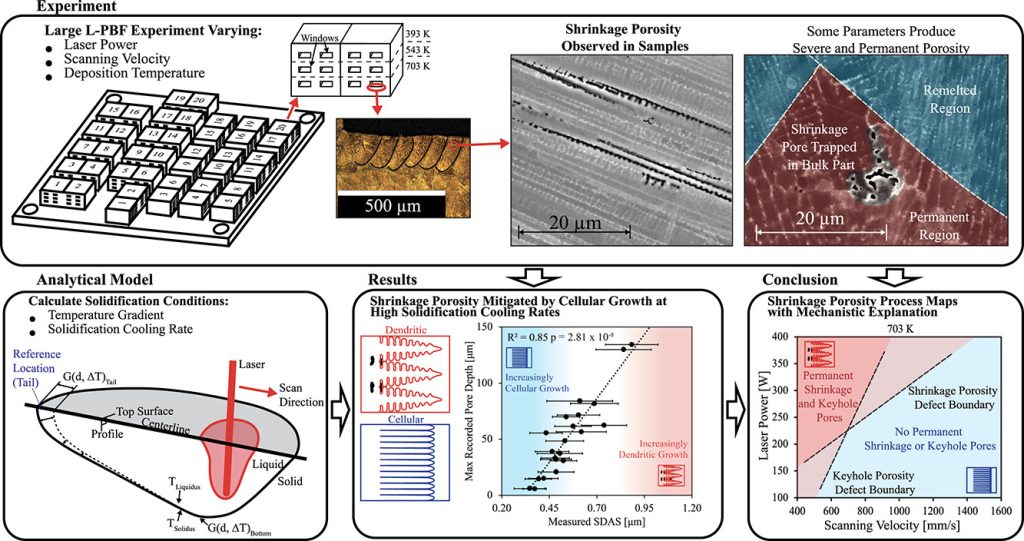
The researchers employed microstructure characterization and an analytical heat transfer model, which allowed them to develop a mechanistic explanation for the formation of the shrinkage porosity in PBF-LB 3D printing .
The team found that the Niyama criterion could not effectively predict the occurrence of shrinkage porosity during the metal 3D printing process. Additionally, it was found 3D printing process parameters such as laser power, scanning velocity and deposition temperature have a direct impact on shrinkage porosity.
The study concluded that a new model based on solidification cooling rate could reliably predict shrinkage porosity in PBF-LB additive manufacturing. The team also published shrinkage porosity process maps, which can be used to mitigate shrinkage porosity through changes to 3D printing parameters.
“This is the first time anyone has explained the occurrence of shrinkage porosity based on solidification and L-PBF processing fundamentals,” stated Sneha Prabha Narra, Assistant Professor of Mechanical Engineering at Carnegie Mellon University.
“Further, we were also able to map it as a function of processing conditions and present this information in a form that is easy for researchers and engineers to interpret during process parameter development. This was only possible because of the interdisciplinary and collaborative nature of this project.”
The full study, titled “A mechanistic explanation of shrinkage porosity in laser powder bed fusion additive manufacturing,” has been published in the journal Acta Materialia.
Overcoming shrinkage porosity in LB-PBF
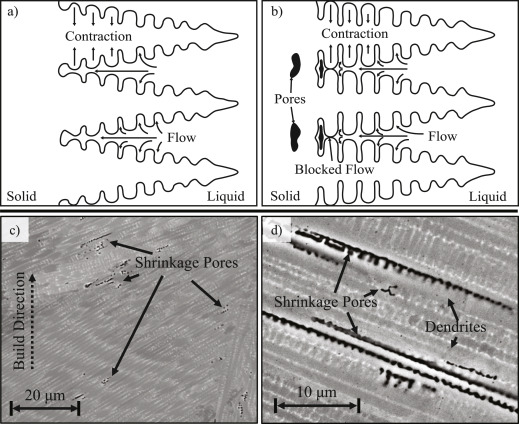
Shrinkage porosity occurs when metal volumetrically contracts as it cools and solidifies. If this contraction is not backfilled by the remaining liquid metal, due to the metal flow paths being blocked by the solidifying microstructure, the final part becomes porous.
This defect can inhibit mechanical performance, cause leaks, and ultimately reduce the functionality and reliability of metal parts.
In the layer-by-layer PBF-LB 3D printing process, these shrinkage pores can be removed by remelting or in post-3D printing machining if they are close to the surface. However, if the pores form deep within the 3D printing metal they can’t be removed.
“These defects occur on the scale of the microstructure and are really hard to spot if you aren’t expecting them,” explained study co-author Frieden Templeton. “Using a light optical microscope, they often look like small polishing scratches.”
Through their research, the scientists found that shrinkage porosity in PBF-LB is primarily driven by secondary dendrite arm growth, which occurs as the metal microstructure solidifies.
During their testing, the researchers 3D printed a large number of PBF-LB Alloy 718 parts across a range of laser powers, scanning velocities, and deposition temperatures. The researchers used an EOS M 290 3D printer to conduct these tests. The results were then added to a robust dataset, which was used to investigate part quality.
The team identified a clear correlation between the severity of shrinkage porosity and certain 3D printings processing conditions, such as laser power, scanning velocity and deposition temperature. As the temperature and laser power increased, and scanning velocity decreased, shrinkage porosity became more severe and formed deeper in the melt pool.
Using these findings, the researchers have presented shrinkage porosity process maps in their findings. These can be leveraged in the process design and control stage of metal additive manufacturing, allowing manufacturers to reduce and prevent shrinkage porosity through 3D printing parameters.
“This will particularly impact researchers and manufacturers working towards developing process parameters for printing at high temperatures closer to 500°C and printing complex geometries susceptible to local temperature build-up,” added Templeton.
Research enhances powder bed fusion 3D printing
In a recent interview with 3D Printing Industry, Philipp Kohlwes, the Head of L-PBF at Fraunhofer IAPT, explained how laser beam shaping research can increase the process stability of additive manufacturing by 40%.
According to Kohlwes, the Gaussian profile of traditional lasers creates an uneven energy distribution with too much energy in the middle. This can result in the vaporization of material, or create pressure gradients around the melt pool which causes spatter. The laser’s heating process can also create a current around the beam path, which pulls semi-sintered particles back into the melt pool.
To overcome these challenges, Kohlwes explained how laser beams with different shapes can be created to allow for more even energy distribution. For instance, a “doughnut-shaped profile” allows for a more consistent temperature distribution in the melt pool.
A more homogenous energy input ultimately enables more energy in the melt pool. This results in increased productivity and reduced costs, while maintaining process stability.
Emphasizing the potential offered by beam shaping, Kohlwes stated that “The better the laser beam profile is matched to the respective application, the better the energy input and the associated process stability.”
In 2021, Researchers at Lawrence Livermore National Laboratory (LLNL) explored how laser beam shaping could be used to reduce porosity and metal 3D printing defects.
Instead of using conventional Gaussian beams, the researchers evaluated Bessel optical beams. The team assessed whether these unconventional beam shapes could reduce pore formation and “keyholing,” where bubbles are created in the melt pool which forms pores in the finished parts.
The Bessel beam shape is similar to a bullseye pattern. To create this shape, the researchers ran a laser through two conical lenses to produce a donut shape. This was then passed through additional optics and a scanner to create rings around the central beam. The beam shape redistributes some of the energy away from the center of the laser, enabling greater control over how the heat is deposited around the metal powder.
Unlike Gaussian beams, Bessel beams are non-diffracting and don’t diverge, allowing for greater control over melt pool dynamics.
Using Bessel beams resulted in a notable reduction in melt pool turbulence and significantly mitigated spatter. It was found that the parts 3D printed with Bessel beams were denser, stronger, and had more robust tensile properties than those fabricated with conventional Gaussian beams.
Elsewhere, a group of Chinese and US-based researchers discovered a powder bed fusion 3D printing ‘speed limit’ at which part defects are less likely to occur. The team found that lasers often cause J-shaped bubbles to form on the 3D printed object’s surface, which can create voids if they burst, weakening the parts’ structural integrity.
It was determined that scanning the laser too slowly can cause the alloy to overheat, creating bubbles. As such, the team found a ‘safe speed’ above which high-quality components can be created.
Subscribe to the 3D Printing Industry newsletter to keep up to date with the latest 3D printing news. You can also follow us on Twitter, like our Facebook page, and subscribe to the 3D Printing Industry Youtube channel to access more exclusive content.
Are you interested in working in the additive manufacturing industry? Visit 3D Printing Jobs to view a selection of available roles and kickstart your career.
Featured image shows an illustration of shrinkage porosity formation in solidifying metal. Image via Acta Materialia.