
For metal 3D printing to become a vital industrialized production technology, it must be stable and reliable.
Beam shaping research at Fraunhofer IAPT may boost metal additive manufacturing productivity up to 2.5 times and increase process stability by 40%.
I spoke to Philipp Kohlwes, the Head of L-PBF at Fraunhofer IAPT, about shaping the future of additive manufacturing.
Fraunhofer IAPT Pushes the boundaries of Additive production technologies
Kohlwes joined Fraunhofer IAPT in 2016. Under his leadership, the group has zeroed in on various specialties, from improving production productivity and in situ process monitoring to developing innovative process control mechanisms.
He mentioned, “One focus is productivity. We use different technologies to reach that goal,” for example, beam shaping techniques to achieve optimal meltpool energy input.
The Fraunhofer IAPT is one of 76 Fraunhofer Institutes, each with a specialization. The 30,000 employees make it the largest application-orientated research institute in Europe. While other institutes might touch on additive technologies, the Hamburg, Germany based institute where Knowles works has an additive focus.
What is Beam Shaping for metal Additive Manufacturing?
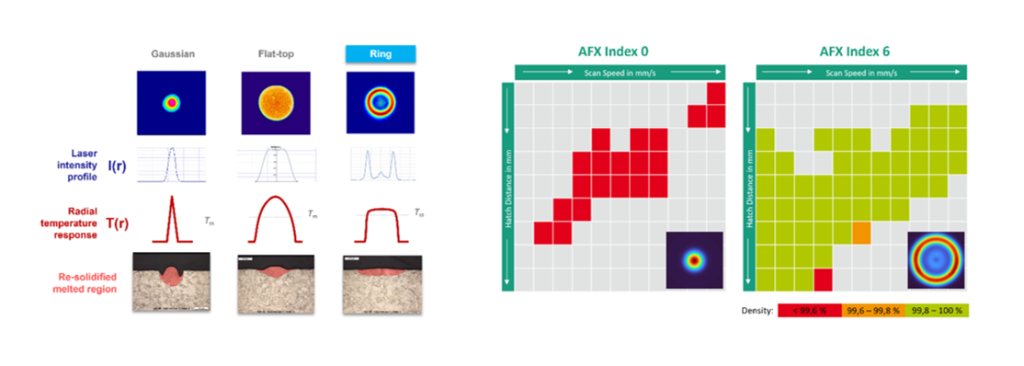
Turning to beam shaping, Kohlwes explained that traditional lasers have a Gaussian profile, which can be problematic when aiming for increased productivity in the laser powder bed fusion (L-PBF) process.
A Gaussian profile refers to a distribution or curve shaped according to the Gaussian function, commonly known as the normal distribution or bell curve. A Gaussian function’s shape is symmetric, and many lasers fit this profile regarding energy intensity distribution.
However, the Gaussian profile results in uneven energy distribution, leading to too much energy in the middle, causing the vaporization of some alloying elements. This could result in “unstable melt pool behaviors” and compromised process stability. Conversely, the outer boundaries of the Gaussian profile often have inadequate energy. Flat top profiles were considered to address this, but these posed challenges of uneven heat. As a solution, Kohlwes referenced the idea of a “doughnut-shaped profile,” which allows for a more consistent temperature distribution. Beam shaping can thus enhance “process stability” and significantly boost productivity.
He emphasized the potential of beam shaping, stating, “The better the laser beam profile is matched to the respective application, the better the energy input and the associated process stability. This finally goes hand in hand with higher process efficiency and productivity and reduces manufacturing costs.”
Why is vaporization a problem in 3D printing?
Kohlwes gave details on the intricacies of the vaporization process in 3D printing and how it affects the stability of the melt pool dynamics.
Kohlwes explained, “If your melt pool stability decreases, you get a spatter effect. Excessive energy input leads to increased local vaporization, generating recoil forces due to the sudden expansion, pushing the material vertically out of the melt pool.” When interacting with the laser beam, these spatter particles absorb its energy, “or they may remain on an already generated part area.”
The consequence? “A reduced energy input in the melt pool where you want to have it normally,” elaborated Kohlwes, or where spatter lands on a part, “defects due to the different absorption behavior.” This initiates a cycle where the interference of particles causes new process instabilities, leading to further disturbances.
Pressure gradients around the melt pool can also cause spatter. Turbulent flow caused by the Bernoulli effect, the principle that keeps aircraft in the air, can be another factor in build chamber metrology. Here, the heating process with the laser creates a current around the beam path, and the current pulls back semi-sintered particles into the melt pool.
Kohlwes acknowledged the intricate dynamics, saying, “There are different effects. If you’re talking about spatter, for example, some of them come from the melt pool, but there are also particles lying around next to the laser beam, getting sucked into the process area.”
Beam Shaping in L-PBF technologies: what are your options?
There are several options for beam shaping with laser powder bed fusion (L-PBF), often using phase modeling.
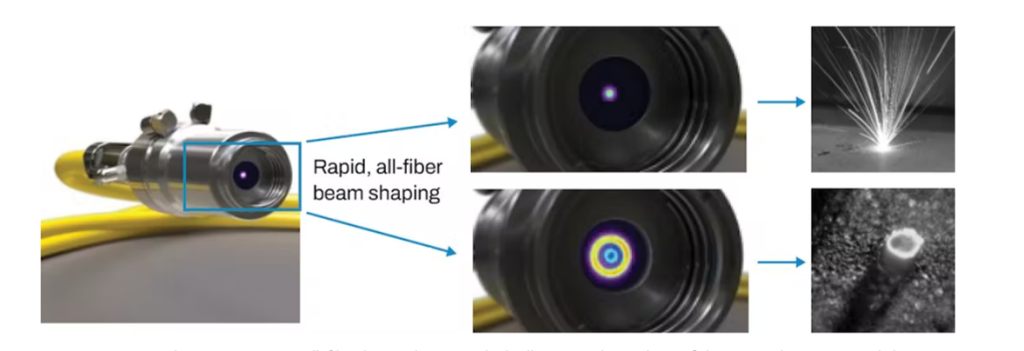
In my conversation with Kohlwes, he focuses on two leading technologies on the market. One method works directly within the fiber laser, while the other employs lenses in the optical chain.
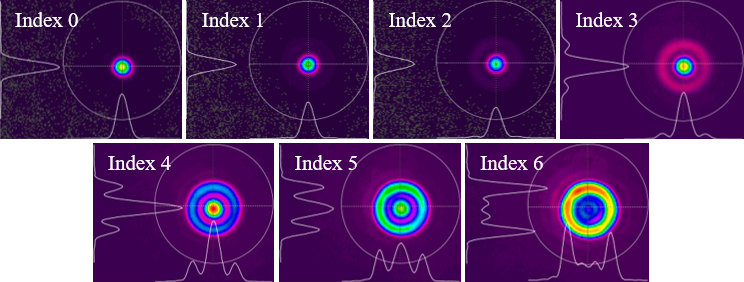
Detailing the laser approach, which he mentioned is relatively new, he elaborated, “One has, for example, an inner fiber and an outer fiber laser…they can create, for example, the ring only using the outer fiber, or you can have a combination still using a Gaussian profile in the middle and having a ring intensity on the outer shape.” A significant advantage of this method is the rapid adaptability of the beam shapes, allowing switching between shapes in just 20 to 50 milliseconds.
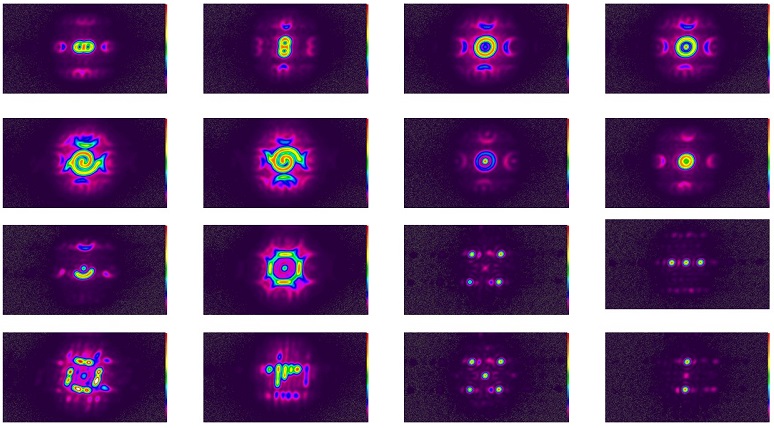
US manufacturer nLight’s AFX-1000 system is one method that utilizes a laser-based process. Kohlwes cited Civan Lasers from Israel, a company that offers a laser system allowing users to design their desired laser shape, from standard shapes to customized designs like a “smiley” or even a screenshot of one’s face.
For those favoring an economical alternative, Kohlwes highlighted using optical elements. “On the other hand, you have some optical elements which you can place in the optical chain…they can consist, for example, of diffractive lenses, and they are based on phase modulation,” he said. Though static and unable to change as swiftly as the laser option, these elements are priced modestly, around €1,000, making them attractive for some users.
The choice of technology in beam shaping is a matter of trade-offs, with each option presenting its unique benefits and challenges.
Highlighting the benefits, Kohlwes detailed that beam shaping provides a more homogeneous energy input, enabling more energy into the melt pool. This results in “increasing productivity and hence reducing costs, while maintaining the same quality level of process stability.” Potential future developments, like a slightly offset donut profile, could benefit the melt pool’s heating and cooling dynamics.
Researchers eye microstructure control in metals for real-world applications
Kohlwes also touched upon beam shaping potential for researchers, allowing them to experiment with microstructure design in parts. “Nearly every part can have some necessity of improving your microstructure,” said Kohlwes. He suggests that by manipulating microstructure, parts with a ductile core and a hardened surface can be produced, potentially simplifying manufacturing processes.
Kohlwes pointed out that products requiring flexibility at their core with exterior hardness can be found in everyday items. “Typical use cases are, for example, camshafts or gears, where you want the benefit of the high toughness of the material, but at the same time, the surface should be hard and have a high wear-resistance,” says Kohlwes.
Currently, achieving a hard surface and ductile core requires multiple steps, including heat treatments and specialized surface treatments. However, with advancements in microstructure control, this could change.
Furthermore, the advantages are more than just in production quality. Productivity, a significant concern for industries, can also be enhanced. Kohlwes emphasized that increasing the build rate in metal production could “reduce costs up to three times” if post-processing is minimized. “You have a high chance of having the same outcome for less money,” he concluded.
The potential of microstructure control extends across industries, setting the stage for a revolution in metal-based manufacturing processes.
A Productivity boost from beam shaping?
Regarding potential productivity boosts in 3D printing, Kohlwes noted, “It’s always dependent on what you compare,” emphasizing the importance of checking study references. He explained that some studies suggest productivity increases up to six times, but these often compare differing layer thicknesses or focus diameters. When comparing like-for-like parameters, “1.5 to 2.5 times faster” increases are more typical.
“If [the process] is not stable, your melt pool collapses,” leading to defects in the final product. By using specific beam shaping techniques, Kohlwes and his team achieved a “30 to 40% less spatter appearing”, reducing build failures. The reason? “Spatter particles are three to four times bigger than the typical powder particle size,” Kohlwes explained, thus affecting laser beam absorption and decreasing the product’s quality.
Commercialization of beam shaping technology is gathering pace, “We’re working with all relevant OEMs together on beam shaping… and sometimes consult them directly if they want to add, for example, the optical elements in their chain.” Notably, systems featuring the nLight laser are available in the market, with AMCM, an EOS subsidiary, incorporating the new lasers into their latest machines this year.
Beam shaping is an area to watch, “I think that beam shaping can be one of the key technologies for improving the L-PBF process, and we will see it more often in the future,” concludes Kohlwes.
Featured image shows Philipp Kohlwes (left), Head of L-PBF, with his colleague Jan Johannsen (right) at Fraunhofer IAPT in Hamburg, Germany. Photo via Fraunhofer IAPT.
The 3DPI Awards are back. Vote now in the 2023 3D Printing Industry Awards.
Subscribe to the 3D Printing Industry newsletter to keep up to date with the latest 3D printing news. You can also follow us on Twitter, like our Facebook page, and subscribe to the 3D Printing Industry Youtube channel to access more exclusive content.
Are you interested in working in the additive manufacturing industry? Visit 3D Printing Jobs to view a selection of available roles and kickstart your career.
