The Rapid Manufacturing (RM) Lab, at IIT Bombay, houses a proprietary ICE 3D printer. I interviewed Dr. Pushkar Kamble, (Ph.D.) Institute Post-Doctoral Fellow at IITB RM Lab to gain insights on the ICE 3D printer and where 3D printing with ice has useful applications.
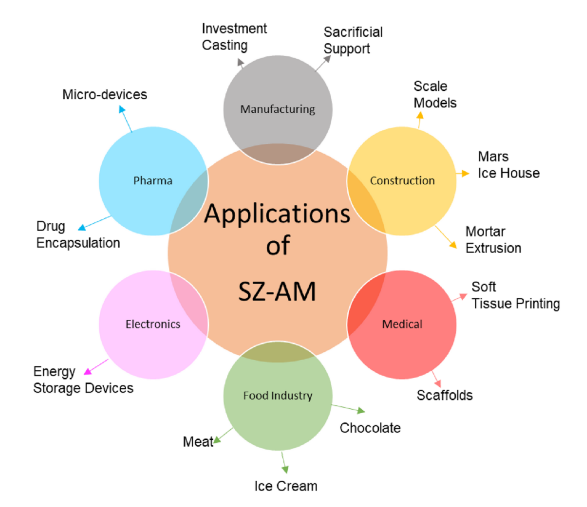
The ICE 3D Printer can be used in a variety of industries such as construction, manufacturing, medicine, food industry, electronics, pharmaceuticals, and more. Moreover, one can create small-scale ice templates with smooth walls and branched formations with seamless transitions utilizing the ice 3D printing process. These can then create small-scale parts with clearly defined internal cavities. Ice 3D printing is also sustainable since it uses no harmful materials to create mold and other parts.
“The RM Lab has developed an indigenous AM machine that creates ice objects from deionized water and aqueous solutions. The build takes place inside an insulated chamber that is maintained at sub-zero temperatures, typically at -30°C. Therefore, the system is termed Sub-Zero Additive Manufacturing (SZ-AM),” said Dr. Kamble.
SZ-AM employs an inkjet printhead to simultaneously build material and support liquids. To prevent nozzle clogging due to freezing, the printheads are insulated and reheated with heaters. The build liquid used is deionized water, which has a melting point of 0°C, and the support material is 30% (w/w) glycerol solution, which has a melting point of -9.4°C. The object is produced after the build and support liquids are dispensed simultaneously on the cold substrate at -30°C. The chamber temperature is then raised to -5°C, which melts the support system while leaving the ice component intact.

Explaining the Sub-Zero Additive Manufacturing process
Dr. Kamble says that additive manufacturing technology has evolved beyond rapid prototyping. Metals, ceramics, and polymers are commonly used in the additive manufacturing industry. Metal, polymer, and ceramic additively manufactured parts are employed as operational products in various industries, including aerospace, automotive, prosthetics, infrastructure, energy devices, and consumer goods. However, IIT Bombay’s researchers investigated non-traditional materials like water, food, ceramics, colloids, aqueous solutions, and gels for AM and related applications. Unlike other established 3D printing technologies, these unconventional materials necessitate sub-zero process temperatures.
“The researchers used various terms for specific applications of low-temperature AM processes such as Rapid Freeze Prototyping (RFP), Ice 3D Printing, Rapid Prototyping for ice parts, Cryogenic 3D Printing, Freeze-form Extrusion, ice lithography, 3D Freeze Printing. However, all such processes are referred to by the umbrella term Sub-Zero Additive Manufacturing (SZ-AM) processes,” added Dr. Kamble.
Sub-zero process temperatures necessitate a “one-of-a-kind” architecture, including a refrigeration system and a well-insulated workspace with secured motion and deposition systems. As a result, the process equipment for all these processes differs from traditional counterparts. Furthermore, the materials used in SZ-AM processes differ from their conventional counterparts. Water and water-based solutions have been widely reported as SZ-AM materials. A few groups have also reported ceramic slurries, food products, and hydrogels, but water is a major constituent (up to 90%) in all of these materials. Material flow properties such as viscosity, density, and surface tension are critical in determining deposition methodology.
IIT Bombay’s team experiments with ice investment casting
Dr. Kamble further provided some insights on an experiment the IIT Bombay team carried out. As a part of the exploration, the ice parts made by the SZ-AM machine were tested as patterns for investment casting.
Instead of wax, additively manufactured ice components are employed as investment casting patterns. AM ice patterns are kept at subzero temperatures within a freezer. The patterns are spray-coated with an interface agent, which serves as a barrier between the ice and the slurry and aids in the retention of the geometry. The mold slurry comprises three components: ceramic, binder, and catalyst. The slurry is made by combining these components in the proper proportions and then cooling them to sub-zero temperatures.

The slurry is poured over the ice patterns in the mold flask after cooling to the ideal temperature, typically – 5 °C to 0 °C. It undergoes gelation and keeps its shape even at subzero temperatures. When the gelation process is finished, the mold flask is removed from the freezer and placed at room temperature. When the ice pattern, sprue, and runners reach room temperature, they melt, allowing water to drain from the mold. The water settles to the bottom. The mold is then allowed to dry in the open air.
Upon drying, the mold is sintered in the furnace at 800 °C, and the casting can proceed as usual. There are several advantages to using ice instead of wax. Wax expands when heated and melts during dewaxing, contributing to the breaking of ceramic molds. On the contrary, when the ice melts, it contracts and decreases the likelihood of mold cracking. Dewaxing and mold firing burn the wax, releasing harmful hydrocarbons into the air. Ice leaves no trace of its presence in the mold and is environmentally friendly.
“Yogesh Patil, Gopal Gote, Yash Mittal, and Mayur Patil were also the researchers who contributed to this research under the supervision of Prof. K.P Karunakaran. I would like to thank my team’s efforts for the succession of this experiment,” said Dr. Kamble.

Ice serves as a support material for polymer AM
Dr. Kamble explained that ice works well as a support material for photopolymer-based 3D printing procedures. Utilizing different deposition heads, photopolymer and water are selectively placed on the cold substrate. The light source for polymerization is integrated into the deposition head. This procedure is also carried out at subzero temperatures. Water freezes into ice, which serves as a support material. The model photopolymer material is cured by a light source. When the part is finished, it is kept at room temperature, melting the ice and yielding the polymer object.
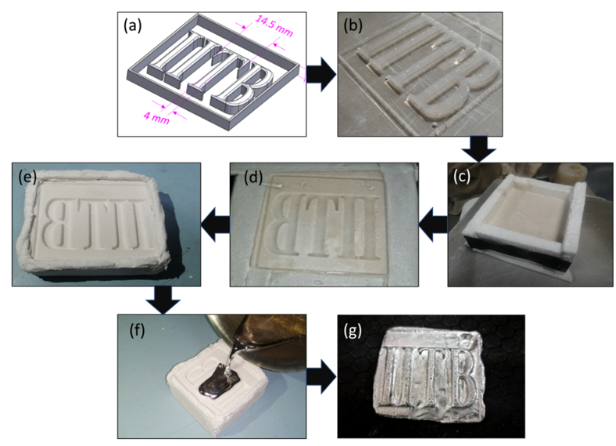
The water from the melted support is discarded, and the polymer object is dried in the air. (Fig. 1.1) shows the rapid ice investment casting process, (a) CAD model, (b) Ice AM model to be used as a pattern, (c) Slurry poured over the ice pattern, (d) slurry after gelation, (e) mold after water removal and drying, (f) Casting using lead-tin alloy, (g) Cast part.
Furthermore, the polymeric parts’ support structure is mechanically eliminated, which can lead to uprooting and damage to the part’s surface. As a result, the ice support is beneficial for the miniature polymeric parts to prevent a time-consuming support removal process. It also decreases the wastage of valuable polymeric materials for support structures, which are typically discarded after use, concluded Dr. Kamble.
What does the future of 3D printing for the next ten years hold?
What engineering challenges will need to be tackled in the additive manufacturing sector in the coming decade?
To stay up to date with the latest 3D printing news, don’t forget to subscribe to the 3D Printing Industry newsletter or follow us on Twitter, or like our page on Facebook.
While you’re here, why not subscribe to our Youtube channel? Featuring discussion, debriefs, video shorts, and webinar replays.
Are you looking for a job in the additive manufacturing industry? Visit 3D Printing Jobs for a selection of roles in the industry.
Feature image shows the IIT Bombay institute acronym. Image via IIT Bombay.
