
Researchers at Shandong University, China, have developed a novel metal 3D printing method called compulsively constricted wire arc additive manufacturing (CC-WAAM). Improving on WAAM, this process has better control on the state of metal formation, producing layers with homogenous microstructure distribution. The team has also investigated the best process parameters and the underling welding phenomenon for this technique.
Compulsively Constricted Wire arc additive manufacturing (CC-WAAM)
Wire arc additive manufacturing (WAAM) is a metal 3D printing technology pioneered by the UK’s award winning Cranfield University. With unmatched efficiency and cost advantages when producing large scale parts, WAAM is often employed in aerospace and maritime industries.It has been applied variously to the production of aircraft rear frames, prototype pressure vessels, airplane fuselages, hollow propellor blades, crane hooks and ship propellers.
During the 3D printing process, the geometrical accuracy and forming quality in WAAM deteriorate as heat accumulation increases. The excessive heat input also causes residual stress and deformation, leaving inferior mechanical properties. To solve the challenges faced by WAAM, the Shandong University team has developed the new technique named compulsively constricted WAAM (CC-WAAM).
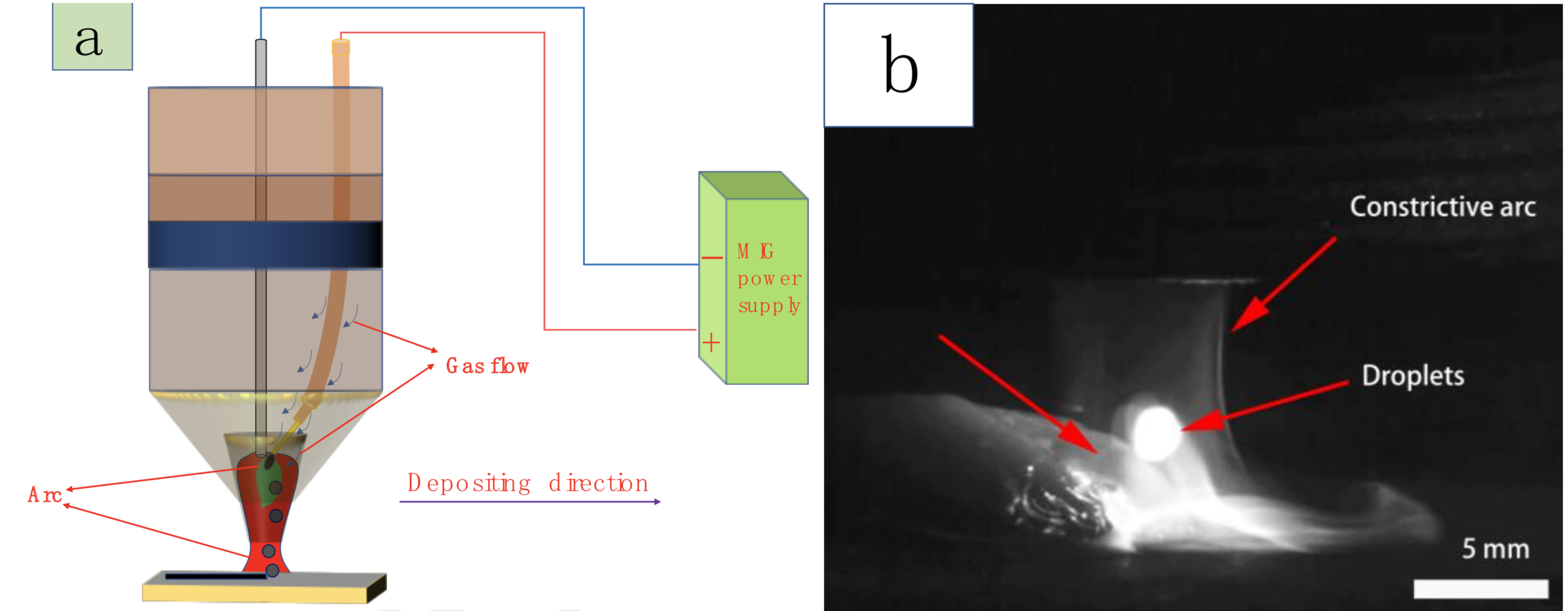
Using a metal inert gas (MIG) welding power source, CC-WAAM generates a plasma arc between a metallic wire and a tungsten electrode in a narrow ceramic nozzle. Under the arc’s heat, the wire melts and produces droplets. The ceramic nozzle has a compulsively restraining effect on the arc and metal droplets. The droplets are ejected out of the nozzle with the arc for 3D printing. Ejecting the arc plasma guarantees good shielding and heat preservation for the hot liquid droplets as well as the liquid pool.
The distance from the torch to the substrate provides sufficient cooling space for molten droplets transfer. Thus, the heat input is significantly reduced. Layers produced by this method exhibit uniform and fine microstructures. The geometrical dimensions of each layer can also be effectively controlled by regulating the travel speed of the torch.
Getting the right parameters
The next challenge for the team was to develop system control parameters that ensure stability of the arc and droplet transfer. The stability of the arc promotes equilibrium transfer of the droplets. At the same time, the stable transfer of droplets keeps the arc stable. Confined space of CC-WAAM does not direct visual assessment of the arc, and droplet formation within the torch shroud is impossible. Therefore, the researchers studied the welding phenomena under different conditions through a high-temperature resistant glass by using high-speed photography.
The results revealed that arc behaviors and droplets transfer varies with electrical parameters. Arc and droplets are very unstable at low-level electrical parameters (80 A/14.9 V – 200 A/18.3 V). Added with the feature of large droplet diameters (1.8 – 5.3 mm), the droplets transfer frequencies are low (2 – 23 Hz), yielding a large number of complex arc phenomena. In contrast, high-level electrical parameters (200 A/18.3 V – 300 A/18.3 V) achieve small droplets of 0.8 mm and a high transfer frequency of 300 Hz. Arc shape and droplet transfer become very stable, proving high-level electrical parameters more suitable for CC-WAAM.
Afterwards, experiments were conducted to study the influences of the shielding gas flow on arc behaviors and droplets transfer. At low-level electrical parameters, the gas flow exerts a mechanical force on the arc and makes the arc disperse. At high-level electrical parameters, the gas ionizes, promoting arc stability.
The team concluded that the most suitable parameters for CC-WAAM are 300 A/18.3 V, gas flow 5 L/min. With these optimal parameters, a short and stable arc and high frequency droplet transfer are achieved.
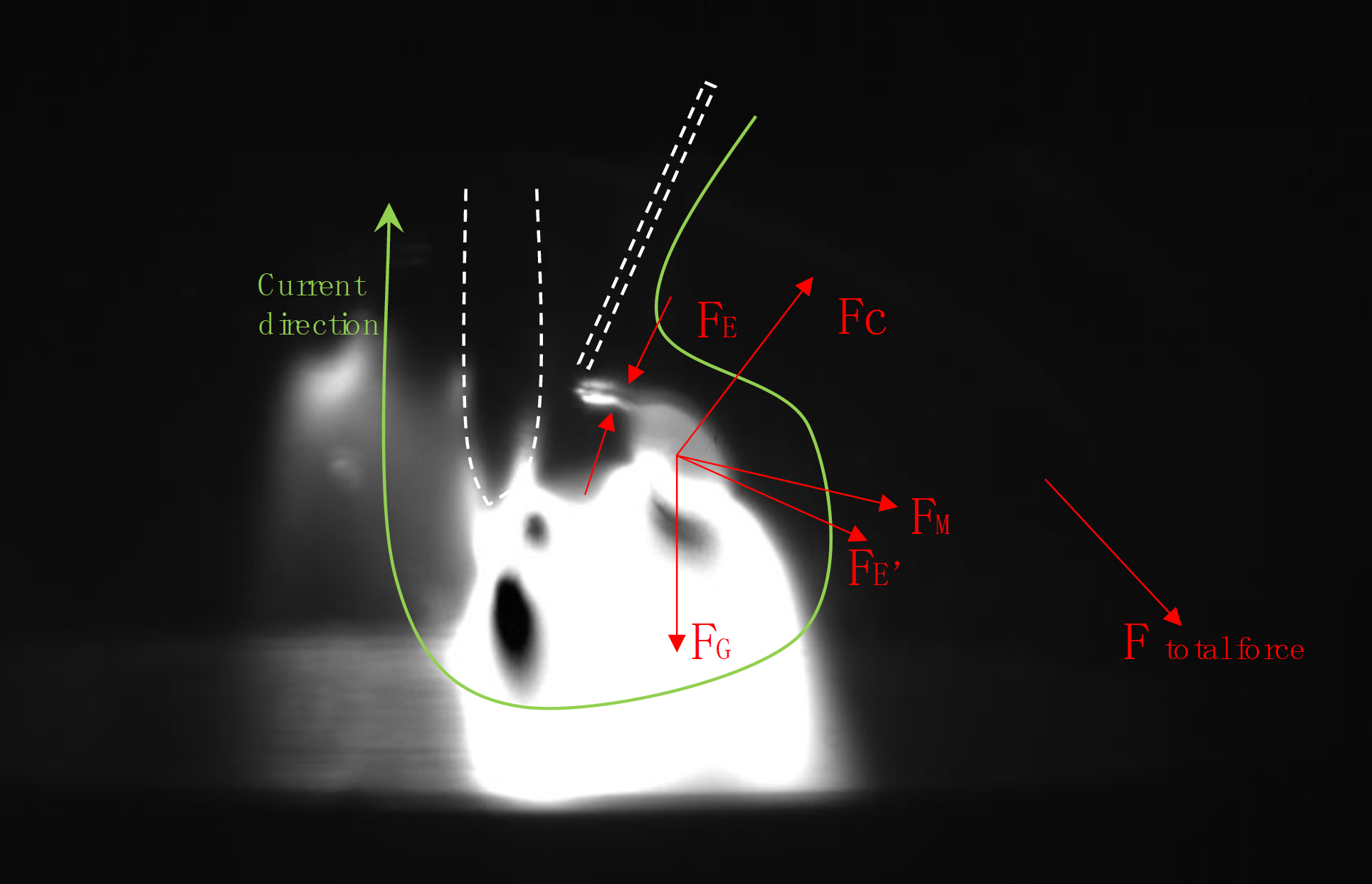
Performing preliminary force analysis on the droplets, the researchers found the explanation for this droplet transfer phenomenon. The vertical transfer of droplets is promoted by the gravitational force on the droplet FG and the force caused by electromagnetic pinch effect FE. Deviations from the droplet’s trajectory are caused by the force of the arc on the droplet FC and the force generated by the closed loop current on the droplet FM. Future work remains to realize the vertical trajectory of the droplets.
“Investigating the generation process of molten droplets and arc plasma in the confined space during compulsively constricted WAAM” is published in the Journal of Materials Processing Technology. It is co-authored by Meng Guo, Chuanbao Jia, Jihui Zhou, Wenqiang Liu, Chuansong Wu.
For all of the latest additive manufacturing research news subscribe to our newsletter, follow us on Twitter, and like us on Facebook. Find talent for a project, or advance your career in 3D printing – join 3D Printing Jobs to apply and advertise.
