Continuous fiber 3D printing has become a popular choice for business seeking to produce high-strength, functional parts on demand. With this popularity, the competition within continuous fiber 3D printing continues to grow, bringing news businesses with different additive solutions.
In this article Fedor Antonov, CEO of continuous fiber 3D printing technology and products developer Anisoprint, a Russian-Luxembourgish company, shares his experience of more than 10 years in academic and industrial design and optimization of composites. Well-versed in the many continuous fiber solutions on the market and the ways in which anisoprinting stands out, the CEO gives an introduction to the different types of continuous fiber 3D printing, and how to leverage the advantages offered by each one.
Prepreg and co-extrusion based technologies
The majority of existing continuous fiber 3D printing technologies can be divided into 2 types depending on the stage on which composite material is created, i.e. before 3D printing or during the process. When added beforehand, continuous fiber 3D printing is known as prepreg-based. During, the method is termed co-extrusion-based.
In prepreg-based technologies, dry fibers are preliminary impregnated with a polymer using special equipment (e.g. pultrusion). So-called prepregs can be made in the shape of thin filaments in spools similar to those commonly used for FFF 3D printers, or they can form a tape.
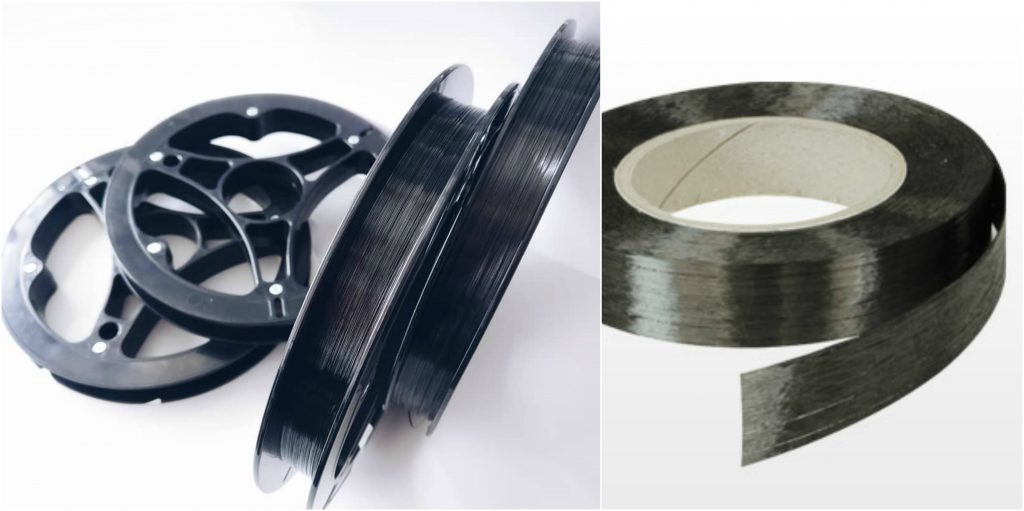
Later the prepreg is heated to form the part. In the case of filament, it is extruded through the nozzle. In tapes, it is applied using a compaction roller, a process similar to classic composites manufacturing technologies like AFP (Automated Fiber Placement) or ATL (Automated Tape Laying).
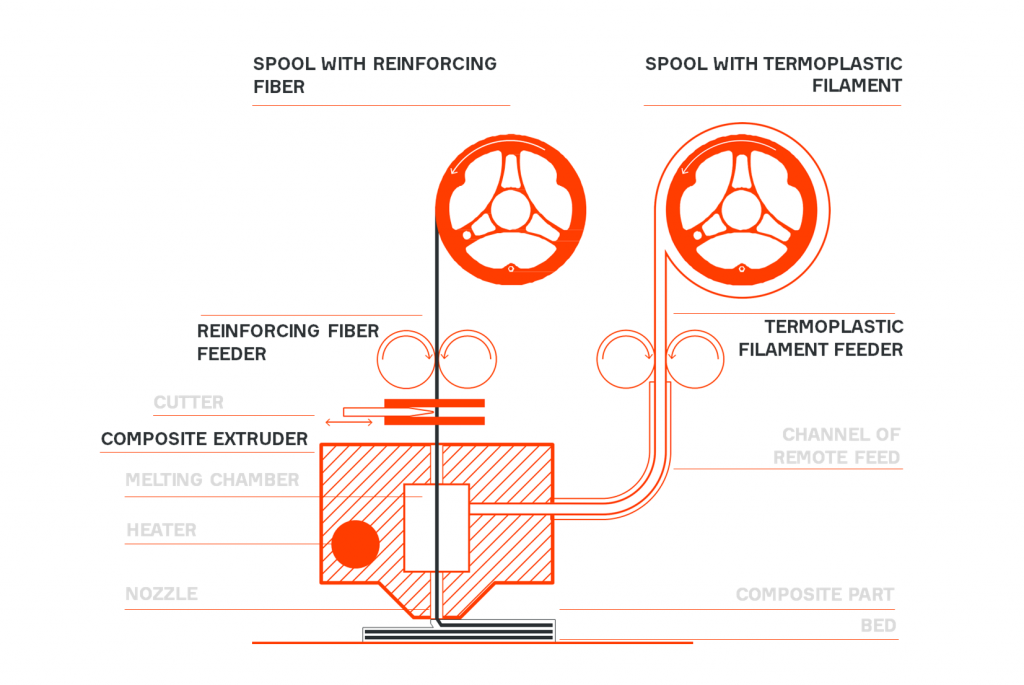
In co-extrusion, the two components of the final composite (the reinforcing material and the plastic matrix) are combined during 3D printing to make a composite material at the same time as a part. Many companies on the market achieve this by applying dry reinforcing fibers to the heated plastic within the nozzle. Anisoprint’s co-extrusion technology is however embodied in an entirely different way.
Pros and cons of both approaches
Since preparing prepreg is a separate process made with dedicated equipment it is more effective at attaining good impregnation of fiber to the matrix material. Creating a good adhesion between the two components, this leads to better quality of the final material.
However, prepreg technologies also have limitations. Since composite material is prepared beforehand, fiber-plastic ratio is constant and determined by the manufacturer, not the user. This means that custom, complex shapes and internal structures cannot be realized. The plastic matrix itself is also determined beforehand by the manufacturer, so customers aren’t free to select different polymer properties as required. Conversely, co-extrusion allows full management of the fiber-plastic ratio, and use of a wide range of plastics as a matrix.
In summary, prepreg placement can give better material properties due to better impregnation and higher fiber content, while co-extrusion makes it easy to change matrix materials and fiber volume content. Prepreg placement gives better quality, while co-extrusion is more flexible.
No compromise: Composite Fiber Co-extrusion
At Anisoprint, we didn’t want to search for a compromise. We found that it is possible to combine the two types of continuous fiber 3D printing.
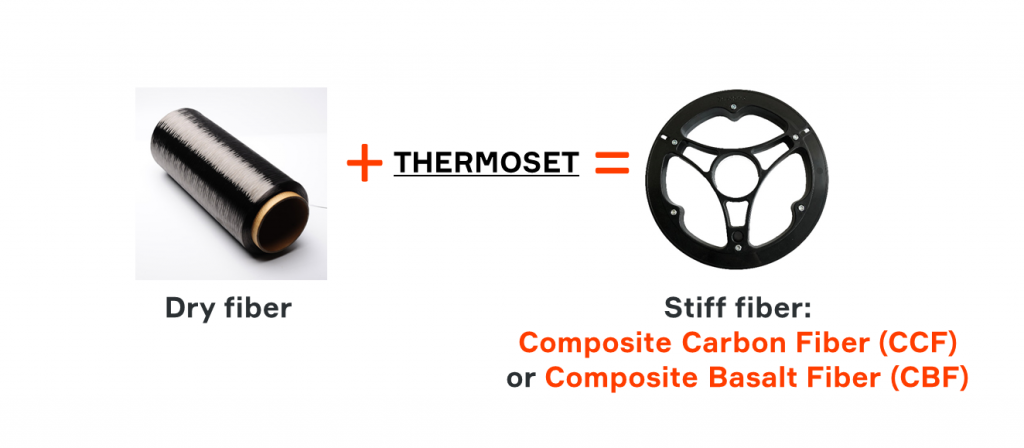
First, we preliminarily impregnate dry fibers with a proprietary polymer mix, creating a stiff fiber similar to prepreg which we call Composite Carbon Fiber (CCF) and Composite Basalt Fiber (CBF) since they are already composites. This way we get good adhesion between fiber and plastic, low porosity and, ultimately, a high quality material. The tensile strength of CCF is more than 2000 MPa, fiber volume is 60%.
Following this, we use co-extrusion during the 3D printing process. The chosen composite (CCF or CBF) and a thermoplastic is fed separately through the same composite extruder. This makes it possible to vary fiber volume ratio, and lay it by complex curvilinear trajectories using any plastic with the required properties as a matrix.
This approach allows us to take the best from both prepreg and co-extrusion methods. The result is end-use composite parts of an excellent quality, with high mechanical characteristics (860MPa strength) and, most importantly, the freedom of optimization in a composite part in terms of properties and shape.
Anisoprinted means optimal
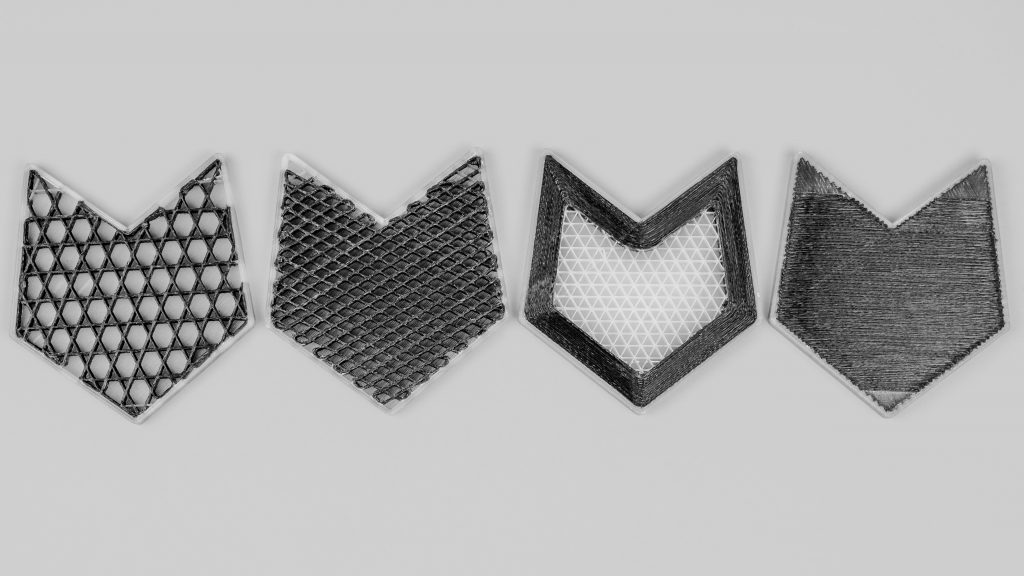
Since composites are anisotropic, with their strength along the fibers, the best shape for them is a lattice structure consisting of one-dimensional ribs. Producing intersections of the ribs however is a challenge for most existing continuous fiber 3D printing technologies since it is only possible when you can manage fiber-plastic ratio.
Manufacturing composite parts with these inner lattice structures allows the user to spend only the minimum amount of material for expected load stresses, leading to complete optimization. This leads to significant reduction of part weight, price and production time.
As a scientist and an engineer, I always dreamed about optimal structures, so I couldn’t reject the possibilities of optimization that continuous fiber 3D printing technologies could give.
Anisoprint will be exhibiting at Formnext in hall 12.1, booth G58 from the 19th through 22nd November 2019. Visitors to the show are invited to visit the company to learn more about anisoprinting and how the company aims to bring continuous fiber 3D printing to a new level.
For all of the latest news and releases from Formnext 2019 and more subscribe to our newsletter for the latest additive manufacturing business news. You can also stay connected by following us on Twitter and liking us on Facebook. Looking for a career in the industry? Visit 3D Printing Jobs for a selection of current roles.
Featured image shows continuous fiber reinforced parts anisoprinted on Anisoprint Composer 3D printer. Photo via Anisoprint
