
I spoke to Shawn Moylan, project leader at the U.S. National Institute of Standards and Technology (NIST), about 3D printing metal. From his lab in Maryland, he told me about the challenges for future engineers and scientists, the next steps for additive manufacturing with metal and the difficultly of measuring objects thinner than a human hair when they’re travelling at over a meters per second.
“I’ve always been interested in what’s new,” he says about working with additive manufacturing. As part of a group Moylan won best presentation at last years 26th annual Solid Freeform Fabrication symposium in Austin. Individually he has received acclaim from America Makes, the National Additive Manufacturing Innovation Institute, where he is part of the roadmap advisor group.
Moylan has worked in NIST’s Engineering Lab for just over a decade. Founded more than 100 years ago, NIST’s mission is to promote innovation and industrial competitiveness. The institute’s annual budget of $964 million means it can attract, and retain, some of the brightest minds in science. The NIST facility in Boulder, Colorado is where an atomic clock that sets the official time for the nation is kept. The development of this clock led to 4 NIST researchers receiving Nobel Prizes in physics.
I asked the scientist how NIST first approached additive manufacturing, “we wanted to look at improving the speed from design to market and the agility of manufacturing processes as well as looking at some of the emerging technologies.” To do this the division managers, “got together at a retreat and looked at what we thought an appropriate smart manufacturing program would be.” NIST scientists then made proposals based on the resulting framework. “Most of the projects were designed to be five year projects and we are now a little more than halfway through year three,” he says.
This long-term approach allowed NIST to, “Get in at the ground level” and “would let us do a lot of high impact work in a relatively short amount of time.” Improvements in additive manufacturing could enable mass customization and increase speed to market, and this will achieve NISTs mission goals.
Removing barriers to the wider adoption of additive manufacturing
A key barrier to the adoption of AM by industry for critical applications in regulated industries such as aerospace or medicine is the need to qualify and certify materials, processes and
final components. These responsibilities rest with the FAA and FDA for aerospace and medicine respectively.
Moylan explains how NIST fit into the picture, “One of the things that is important about NIST is that we’re really non-regulatory. So when we talk about qualification, at least within our scope, what we’re really talking about is interacting with folks who are doing regulating, qualifying and certifying, because we’re not necessarily doing this, at least in the Engineering lab. So we learn what [the regulators’] protocols and procedures are, if they are defined. If they are not defined then we can help define them.”
He continues, “We look also at how do we improve the process. For example, making the process a little less expensive or less burdensome for folks but still fulfilling all the requirements of those regulatory agencies. I think that’s an interesting challenge, trying to do that with better measurements and better understanding of the processes.”
“One of the most interesting things about additive manufacturing…”
The development of regulations and standards, and the implications of a prescribed system, may seem like the antithesis to the promotion of innovation. I ask Moylan to explain how this works in practice, “From a regulatory standpoint I can definitely see how qualification and innovation would be in competition. From our third-party perspective been able to improve qualification is only going to allow for more improvements in innovation.”
A long-term goal of the NIST additive manufacturing program is to “qualify as you go.” He explains this as, “To be able to start from a known design and come out with a known part at the end. But also have all the information that you’ve attained along the way, which went into making that part. This would then allow you to qualify it, as you go.”
To achieve this goal, manufacturers must, “understand all of the changes that are going on with the material and the part and the process as we go from design to part. So in the end, it’s not just the part. It’s the part plus all of that additional information.”
But how do we get to this point? With a, “large amount of background work to understand your machine, understand your systems, to have a quality [control] system in place and know exactly what needs to go into the quality system. So while in the end the goal is to qualify as you go, you still need to do all of the individual qualifications of the different parts of the system before hand. And that’s a lot of work.”
This explains the large number of people involved with AM at NIST, not only in the Engineering lab but also in the Materials Measurement lab, the Physical Measurement lab and the Information Technology lab. Moylan tells me, “One of the interesting things about AM is that it’s inherently multi-disciplinary. So you need to have all sorts of different perspectives to be able to make good progress on the projects.”
Recent developments in 3D printing metal
I ask Moylan to tell me about some recent studies done at the lab. “We’re starting to get into surface texture analysis a little more. There are a variety of different ways we can look at this but I think what is most interesting to us right now, in the Engineering lab here, is trying to be able to understand what fundamentally is going on when we’re creating a surface with AM. And then what are the right parameters what we should be using to describe that surface in a way that’s meaningful.”
This is an area generating a lot of interest in both the academic and commerce community. A recent paper from Lawrence Livermore researchers discusses surface defects due to entrainment of particles by surrounding gas flow and how this contributes to structural flaws. Whereas, industrial manufacturers are also working along similar lines to improve the processing performance of their machines.
“A lot of what [LLNL are] doing is trying to gain a fundamental understanding of what’s going on in the physics of the process. Primarily through multi-physics high fidelity modelling.” Moylan explains that in that area, “Lawrence Livermore certainly have an advantage, because of their background in computational modelling and the infrastructure they have there.” The approach taken at NIST is designed to play to the institute’s specific advantages and compliment, rather than duplicate, the LLNL research. “We’re looking at it from a little bit of a different perspective,” says Moylan.
I ask him where these advantages are. “That’s really in the measurement science area. So our contributions to the field are going to be more focused on what sorts of high fidelity measurements can we perform here and then deliver that data to the industry. Especially to folks like Lawrence Livermore. They can then compare their model outputs with our measurements and be able to understand how well the model is describing the physics process based on what we’re able to see with our measurements. So I think they’re really complimentary approaches.”
Metal additive manufacturing challenges
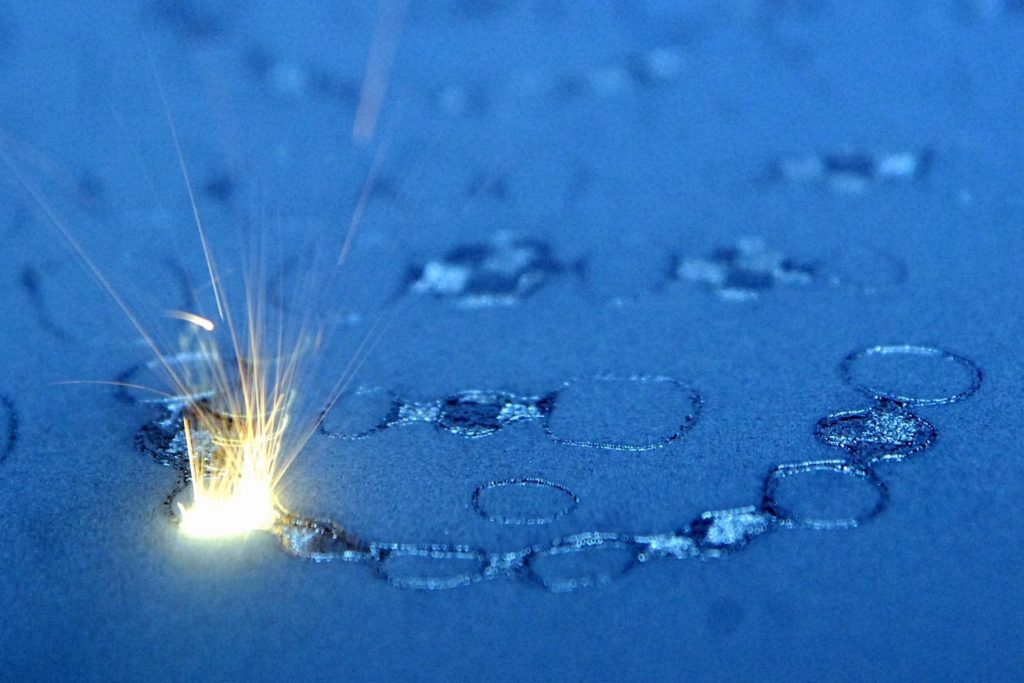
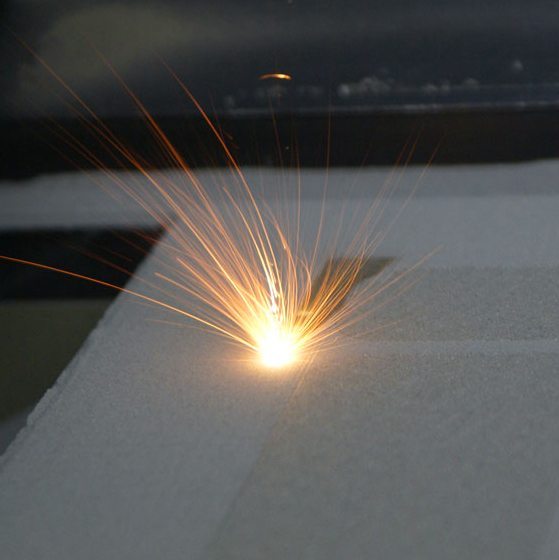
The measurements are referred to collectively as metrology. Studying metrology in an active build chamber presents some particular challenges. One of which is, “when we’re talking about powder bed fusion is the huge fast changes in temperature.”
“There are huge temperature gradients both spatially and temporally. The laser is moving roughly a meter per second and it’s only a 100 or so micrometers in size,” explains Moylan.
Another challenge is the volume of data generated by experiments. “You only have so much personnel time to be able to go over it and look at all the things you can pull out. For example, if we’re taking a thermal video of the process what we get out of the process is just a video, but there are many different measurements that we could pull out of that video and describe in detail.”
To address these challenges, the group are working on advanced techniques and tools. At a conference called Thermosense: Thermal Infrared Applications, they presented a paper describing, “hyperpixel array hyperspectral imaging.”

Moylan puts this in lay-mans terms for me, “Essentially a camera is collecting radiated energy coming out of the [AM] process. What’s going on here is that the emission from the scene we’re looking at comes into the camera and there is a prism that separates it into 11 different wavelengths.”
By splitting the image in this way, rather than using a filter, more detailed measurement is possible. Moylan says taking, “Separate and different measurements at different wavelengths allows, for example, for a separation of the temperature measurement from the emissivity.” When perfected this will open up a whole new level of understanding, but the group are not quite there yet. Moylan says they’ve, “run into a few roadblocks with that approach, but we’re starting to overcome them and hopefully be able to fold that tool into our portfolio a little bit more here in the near future.”
Hyperspectral imaging can, “reveal a host of properties such as environmental contaminants, the health of crops, and biomedical conditions that cannot be detected by the human eye but have distinctive telltale signals in hyperspectral images,” according to David Allen a researcher in NIST’s Sensor Science Division (SSD)
Moylan tells me about other advanced techniques used to understand 3D metal printing. “Moving forward as we look more at characterizing the material properties of final parts we’re going to get more into x-ray computer tomography.”
Putting everything together
There seem to be a lot of projects working on improving additive manufacturing. Some are public such as the LLNL/GE open source algorithm to be released in August as part of the America Makes program, others are private initiatives by SLM, SLS, EBM machine manufacturers. Even DARPA has an Open Manufacturing program. I ask Moylan if (and how) the different groups work together.
“There’s a little bit of each [formal and informal collaboration] I guess. As far as formally goes, America Makes plays a large role in defining what’s going on in the additive manufacturing research space. They’re not telling folks what to do of course, but they’re able to bring a lot of the key stakeholders together. So within that venue folks are at the same place at the same time and it’s easier to talk about the work and collaborate in that way.”
“The other way things get done a lot is through the publicly available roadmaps. We did this back in 2012 where we laid out what did we think about the measurement science standards issues are for metal and then making that public to say, ´certainly this is a large problem, there are many areas that can be addressed and we’re going to take some of them, but this document is out there for anybody in general to adopt and allow to shape their research however they’d like´. So I think that’s more of an informal way of making these things public where people can do with them what they see best.”
The mind-boggling challenge
I ask Moylan what is the most interesting area of additive manufacturing. He says that while cutting edge work is happening in aerospace, “what I’m personally most interested in are some of the medical applications because I think that’s where we’re going to see more of the true potential of the technology.”
He explains that in aerospace, “GE is going to be making tens of thousands of the same fuel injection nozzle, so additive manufacturing gives them some more functionality to make a better part and its an economic advantage to them.” But in medicine, “we’re talking about making only one part ever.”
“For example, if we’re talking about a knee replacement, the knee replacement that would fit my anatomy would probably be different enough than the knee replacement that would fit your anatomy. And so when we think about that from a qualification standpoint if we need to make 1,000 parts and break them to understand how they’re going to perform, you can absorb that cost if you’re making tens of thousands of parts. But if you’re only going to be making that one knee implant you don’t want to have to make it more than one time. So that becomes a really big challenge.”
“How do we realize the potential of the process that gives access to mass customization but in a way that we can qualify that one off part to go to a critical application?”
“I don’t think anybody has good answers to that yet. But I think that’s where we have to keep our eye on from a broad perspective for the long term. Those are the types of applications that are going to be the most difficult to qualify. I think we need to keep those difficult problems in mind to make sure we’re going in the right direction and not setting the bar too low.”
I suggest another area that may be challenging is understanding how to qualify components with varying material properties throughout their structure. For example, a component fabricated to be magnetic at one end and have another characteristic at the other. Moylan says, “The measurement aspect of those problems is mind-boggling at this point in time. How do you measure what material is where? That’s not something that has been a problem so far, but certainly you’re right we can run into that in the long run.”
He continues, “If you have a part that is magnetic at one end and another material property at the other end how do you spatially measure those properties. I don’t think that we have good answers to that yet. But those are things that additive manufacturing is going to present and I think it will be really interesting for future engineers and scientists to work on.”
3D metal printing is where some of the most exciting developments and application of additive manufacturing take place. The aerospace and medical industries dominate the metal AM sector, when combined as a trillion dollar market they command a hefty clout. This is not to say advancements in these fields do not make an impact in other areas. For example, a 17 year old recently published instructions on how to build a DIY 3D metal printer. The metal additive manufacturing market is rapidly evolving and manufacturers have brought multiple technologies to market.
Moylan says that this variety, or range, is important because, “we need to look at additive manufacturing as maybe another tool in our tool belt rather than as in competition with other manufacturing processes.”
“Having that range gives us more that we can do.”
And that is where innovation will come from.
