
The Aachen-based Fraunhofer Institute for Laser Technology (ILT) and the Max-Planck-Institute for Iron Research (MPIE) in Düsseldorf are investigating a 3D printing method which could be used to produce an equivalent composite material to Damascus Steel, without the need for forging skills or furnaces.
Damascus Steel, which is created by folding and forging steel in layers, takes its name from the capital of Syria, Damascus, which was once home to many steel forges. Having previously worked together on numerous strategic research projects, process engineers at Fraunhofer ILT and material developers at MPIE investigated how the famed properties of Damascus Steel could be replicated by building a comparable composite material layer by layer, using a laser.
“We opted for a precipitation hardening iron-based alloy which, with a different composition, is also known as maraging steel,” said Dr. Andreas Weisheit, manager of the Material Development for Additive Manufacturing group at Fraunhofer ILT. “It reacts to relatively short temperature spikes by forming precipitates that increase strength and hardness. We can make targeted use of this effect when building a product layer by layer.”
Fraunhofer ILT is part of the Fraunhofer Society, a German organization based in Aachen, which constitutes 72 independent research institutions. In June last year, a project termed MultiPROmobil was announced at Fraunhofer ILT, involving a multifunctional laser system capable of cutting, welding, and 3D printing in a single process under development.
Laser material deposition
Composite materials, such as the iron-nickel-titanium alloy used in the project, generally consist of thin layers according to the researchers, with the microstructure of each layer able to be modified through intrinsic heat treatment. This technique controls the process temperature in a targeted manner, involving the reheating of already built areas as a result of the build process which leads to a change in microstructural characteristics.
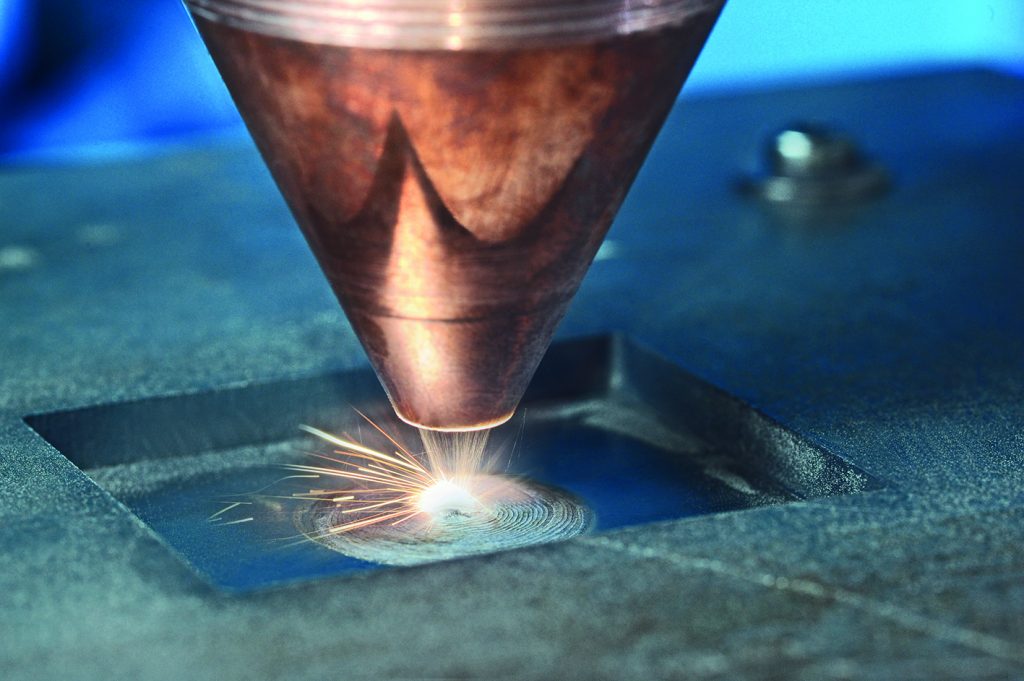
The method of Laser Material Deposition (LMD), developed at Fraunhofer ILT, was thus deployed as a good option for manufacturing composite materials consisting of a variety of thin layers.
The LMD process can be controlled very accurately, enabling the scientists to adjust the temperature with precision while allowing them to perform heat treatment during the 3D printing process itself. This removes the need for a furnace to prove the final heat treatment process, such as in conventional manufacturing.
The process is achieved through harnessing cyclic heating, with deposited layers heated by the deposition of subsequent layers.
According to Markus Benjamin Wilms, a research fellow at Fraunhofer ILT, this is key to saving time within the manufacturing process: “With our method, this hardening process actually occurs during the 3D printing step. That eliminates the need for most, or even all, of the subsequent heat treatment processes.”
However, heat treatment in a furnace is still required if the formation of precipitates in alloys proceeds too slowly.

Wider applications of LMD
According to Weisheit, the limits of the LMD method lie in the material selected for use.
“You obviously need to use a material that reacts to these short time-temperature cycles – it’s not something you can just apply to any hardenable material,” he continued. “But LMD is not just limited to iron-based composites. Experiments have shown that it also works with aluminum alloys.”
To be suitable for the LMD process, a composite material must be a printable alloy, and precipitation needs to occur relatively quickly. “This is a job for material developers,” Wilms added. “In other laser-based 3D printing methods, the user would have to adjust the alloy composition because the temperature control process works a bit differently.”
The project used an iron-nickel-titanium model alloy developed at the Max-Planck-Institute. During 3D printing of the structures, the researchers briefly paused the process after the deposition of each new layer to allow the metal to cool to below 195 degrees celsius. Weisheit explained this was to allow the austenite-to-martensite transformation to take place through the application of small, carefully dosed temperature peaks.

Building more complex structures
While Fraunhofer ILT has confirmed that the method already works well for LMD, the principle of building things up layer by layer has only been applied to simple geometric structures such as cubes, according to Wilms. More complex structures will be possible with an improved method, he said. Fraunhofer ILT is already incorporating complex forms such as triangular and pyramid-shaped hardness profiles into the material during printing.
Preliminary studies indicate the potential also to use Laser Powder Bed Fusion (LPBF). “If my goal is to build very complex parts with very high-resolution details, then I would obviously always go for LPBF,” reasoned Weisheit. “I would also lean toward LPBF if I’m looking for a very precise hardness profile in my 3D printing. But otherwise, I would opt for laser material deposition.”
Collaborating with industry partners
An additional benefit of LMD, in Weisheit’s view, is its suitability for hybrid processes, such as offering complete freedom for building composite structures on free-form surfaces.
“It’s not like these two approaches are competing with each other,” he said. “It’s about choosing the one you prefer for each particular use case. I’m looking forward to working with industry partners to bring new practical applications forward.”
Weisheit believes it may be possible to control the process so that a third state could be achieved in the form of a partially hardened area in addition to the fully hardened and unhardened layers. So far, researchers have stuck to working with the pause timing, but the temperature profile could also be controlled using other process parameters such as laser output power, he said.
Further details of the project and scientific applications can be found in the article titled “High-strength Damascus steel by additive manufacturing”, published in the Nature journal. The article is co-authored by Andreas Weisheit, Markus Wilms, Philipp Kürnsteiner, Baptiste Gault, Eric Jägle, and Dierk Raabe.
The 4th annual 3D Printing Industry Awards are coming up in November 2020 and we need a trophy. To be in with a chance of winning a brand new Craftbot Flow IDEX XL 3D printer, enter the MyMiniFactory trophy design competition here. We’re happy to accept submissions until the 30th of September 2020.
Subscribe to the 3D Printing Industry newsletter for the latest news in additive manufacturing. You can also stay connected by following us on Twitter and liking us on Facebook.
Looking for a career in additive manufacturing? Visit 3D Printing Jobs for a selection of roles in the industry.
Featured image shows the Laser Material Deposition (LMD) process. Photo via Fraunhofer ILT.
