
This article is part of the materials testing series for 3D Printing Industry, and here, in the first of two parts, I am considering the 3D printing materials of colorFabb.
colorFabb is a young 3D printing plastic material manufacturer. The parent company, Helian Polymers, has been working with bio-plastic processing and colour mixing since 2011. The main focus of colorFabb is to provide plastic for the booming home/maker/business 3D printing industry.
Many people would link colorFabb and 3D printer manufacturer Ultimaker together — from observation they seem to go hand-in-hand but as far as I can tell this is historic and really only indicates that a need for high-quality filament was driven by the demand for high-quality 3D printers. When much of the 3D printing world was struggling with low quality product, some companies decided to actually manufacture product themselves rather than re-sell other materials they could not control.
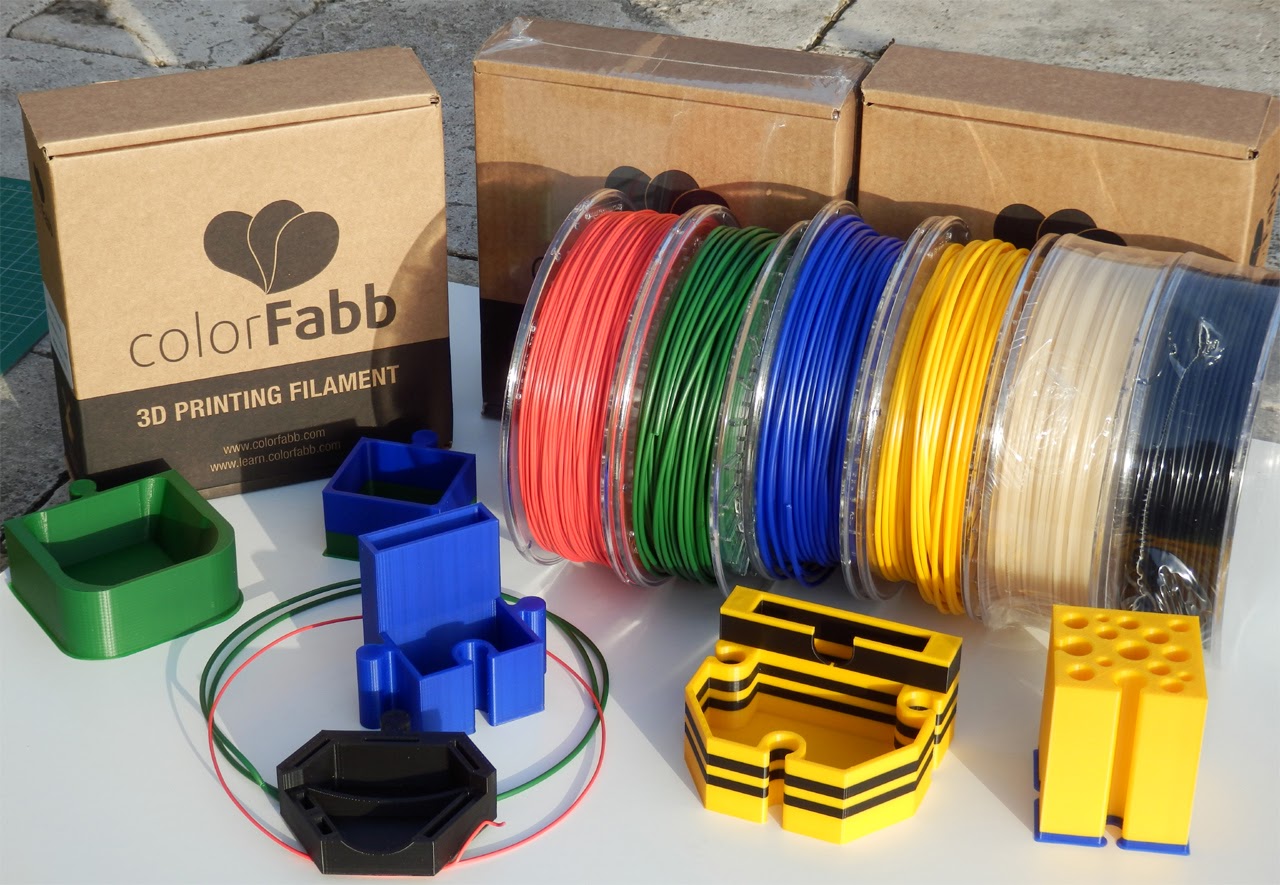
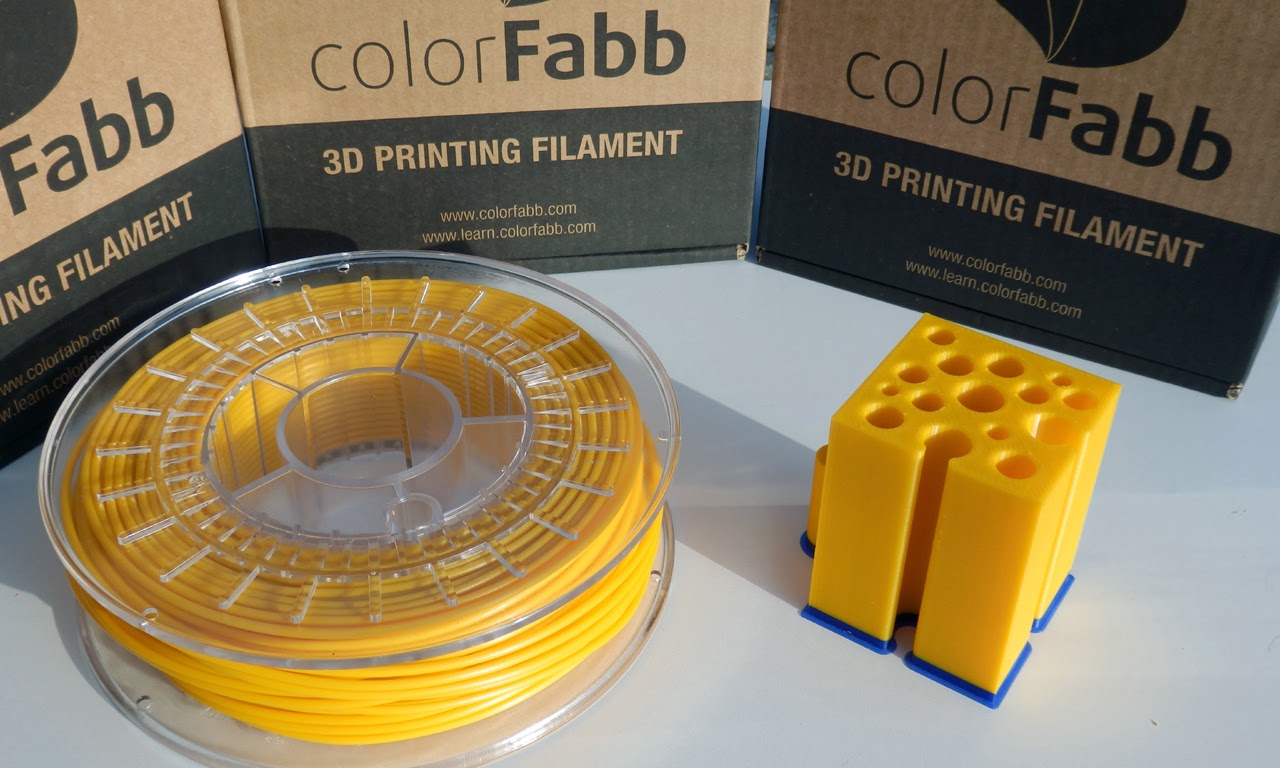
So, to the materials themselves. They were shipped directly to me and I’m going to quote an exact comment from my Wife upon opening the box: “I don’t mind having those around the house, they look great.” It’s certainly a very good and high quality first impression for the customer, that also shows a lot of care and attention to this market. It was a significant comment and to put it into context, if you also saw the plethora of 3D printed paraphernalia all around our house, I completely agree.

The packaging is exceptional, well labelled with both filament dust protection and an outer cardboard box for storage. colorfabb plastic spools have always been of a very high quality, they were once black ABS, now they are moulded from transparent high-impact polycarbonate, which is a further improvement.
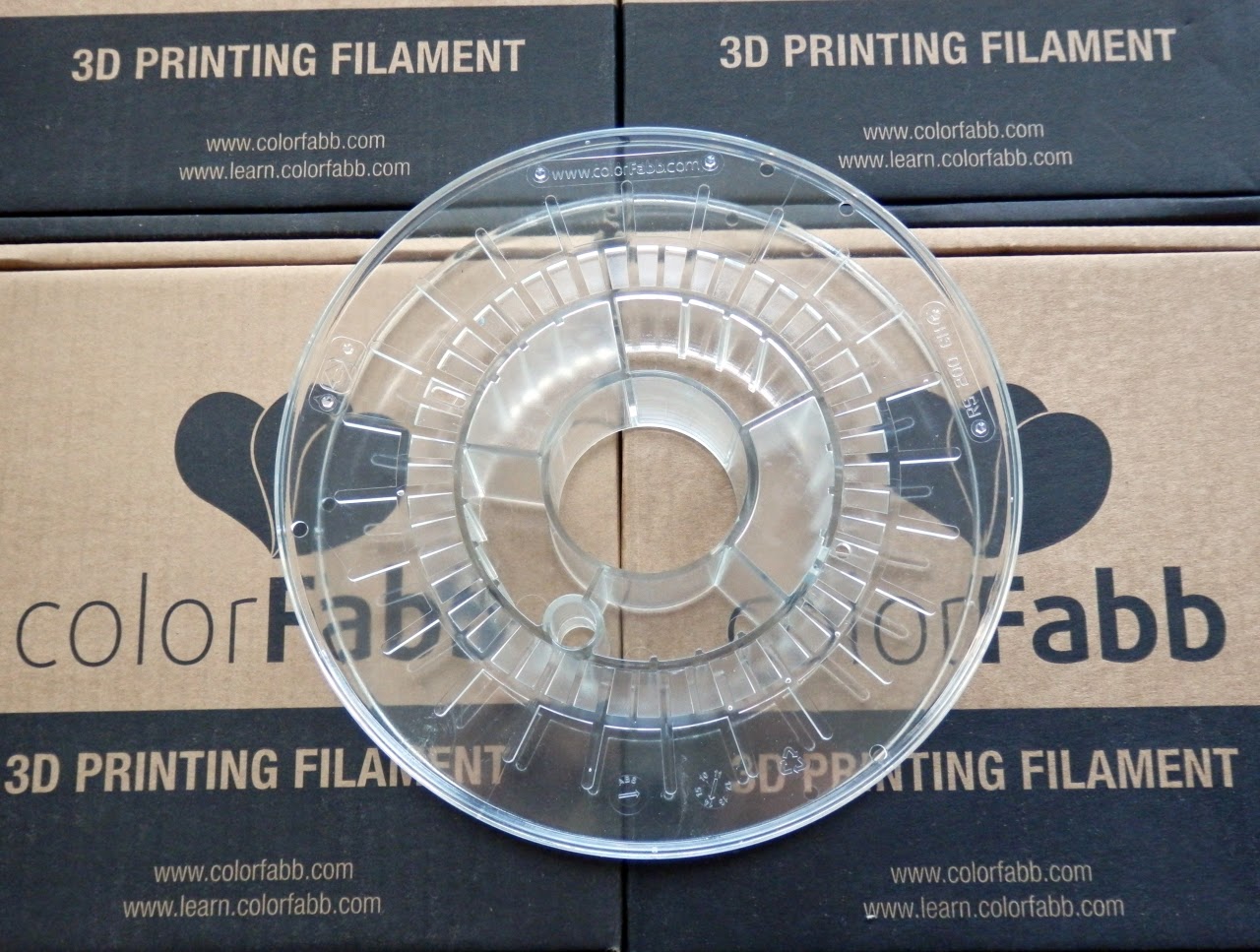
However, while I like the look, feel and quality of a colorfabb spool, it makes me a little sad to see so much high-quality polycarbonate used for a consumable item. Unfortunately the majority of these empty spools will be discarded.
The spools weigh 1Kg. This provides ~750g of filament and a 250g spool.

That said, colorFabb is one of the most active and interested material companies in the recent filament standard campaign, we had lengthy discussions about more sustainable spools, it was clear they had already thought long and hard about this exact subject. colorFabb also has very interesting ideas to share. More on this in the next post (part 2).

Natural PLA/PHA 1.75mm Filament – note the colour.
A point of difference with colorFabb is the use of both PLA and PHA in the filament. The natural uncoloured material has a yellow milky tint and is not as clear as PLA alone. The mix of PLA and PHA is supposed to make the material tougher and less brittle.
It’s hard to compare how well this blend of PLA/PHA performs because other companies tend to add impact modifiers in their filament to do a similar thing. It was clear by doing a simple bend test the colorFabb filament is not brittle and is very unlikely to break during normal 3D printing operations.
Another thing I noticed immediately when handling was the surface finish of the filament. It is matt and has a slightly textured feel, unlike most other filaments, which tend to be smooth and shiny and can highlight any manufacturing defects.
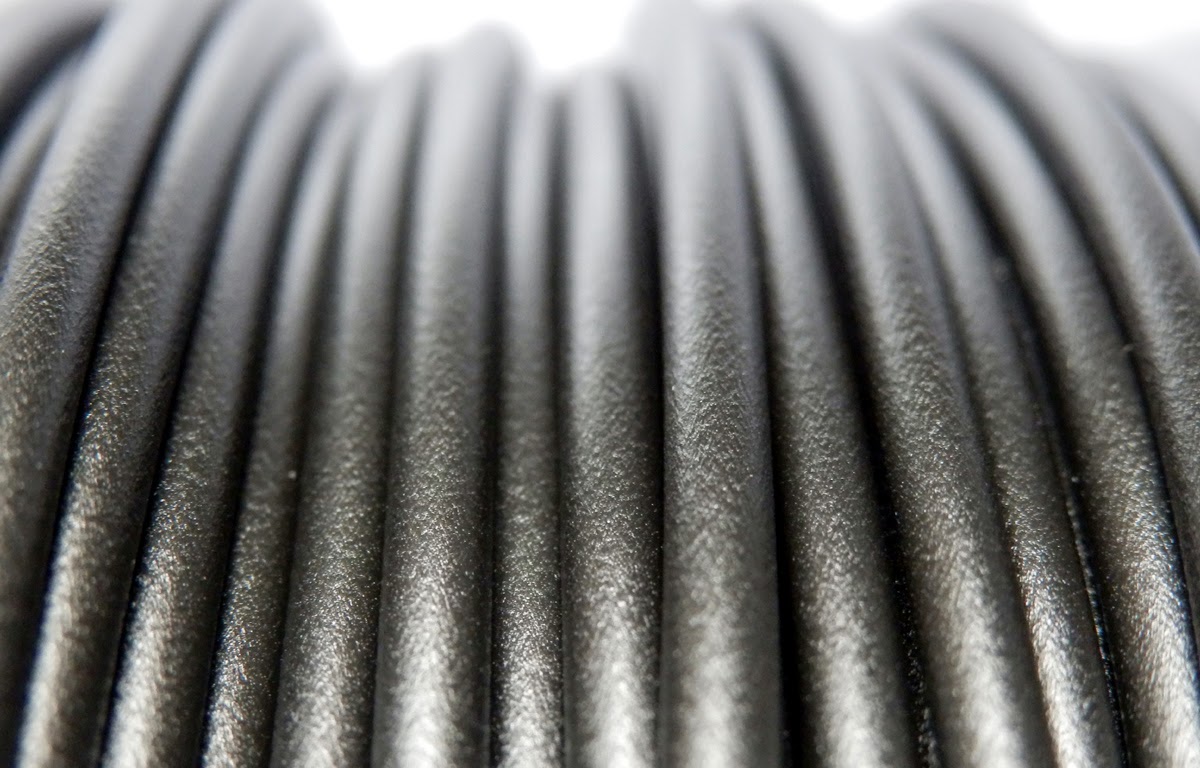
This texture finish makes for a very pleasing handling experience, it does not seem to hinder extrusion speed or grip on the filament drive system.

Another highly controlled process is the dimension of the material tolerance, it’s the best I have ever seen.
I don’t even need to provide a table of measured results, they are so consistent through the coil and between spools that you should not need to re-calibrate or worry about the diameter changing.
3mm filaments measured an average of 2.87mm with the lowers being 2.84mm and highest at 2.9mm this is the most accurately controlled material I have used to date.
1.75mm filaments measured from 1.68 to 1.75mm, again very well controlled tolerance.
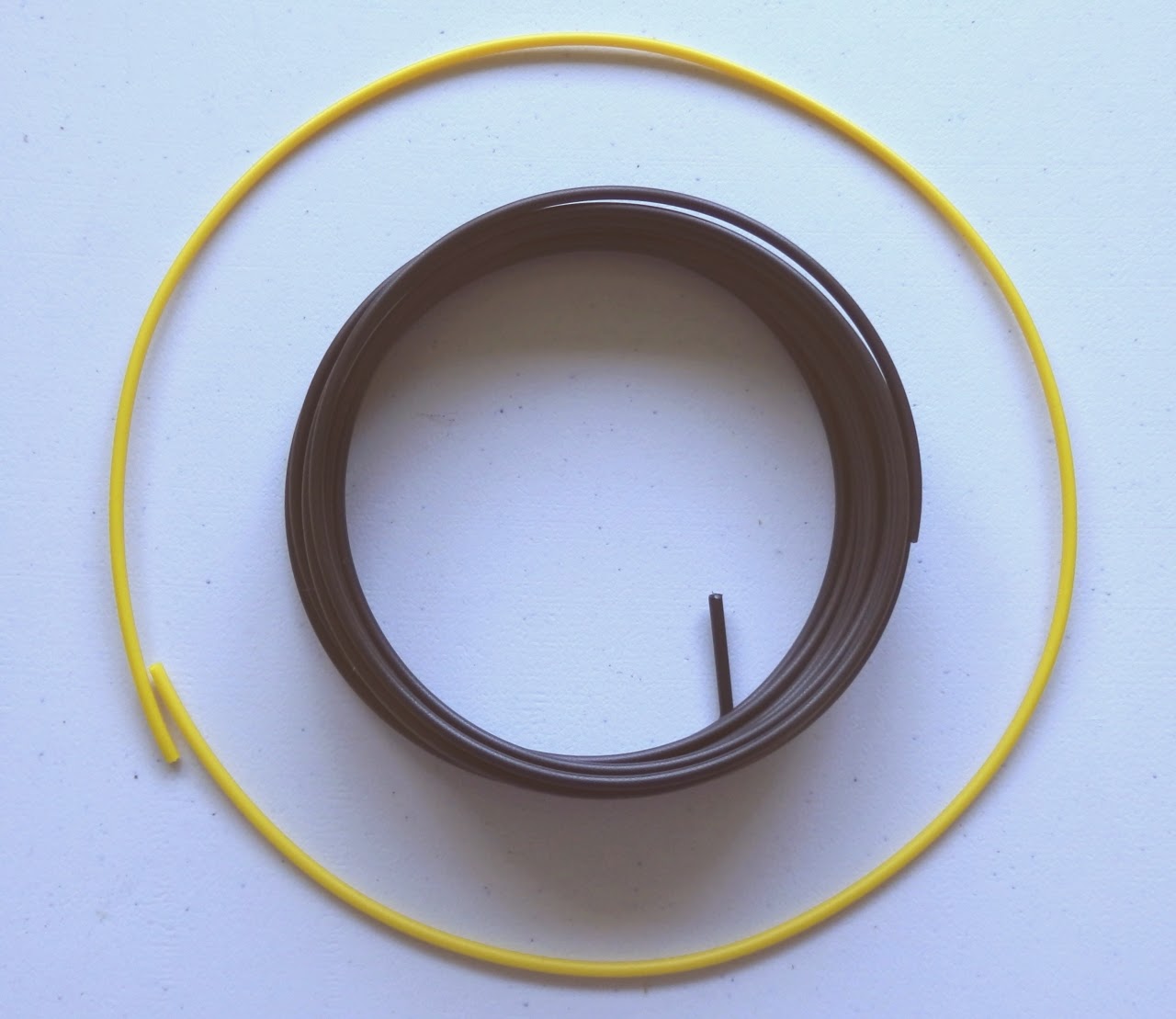
Inner and outer coil sizes are 120mm and 200mm diameter, you get good feed of material from the coil without too much resistance.

Mixed sample packs are also available, these are great for small prints or general experimenting.
The range of colours available has grown quickly along with constant development of new materials.
Some of the more exotic materials released include blends of plastic and also solid particles like Wood that can be sanded, stained and painted, along with a heavy-weight Bronze that can be polished to a shiny metal finish.
Very fine wood powder is blended with PLA to provide a printable plastic composite.
I printed an entire 3DR printer using colorFabb wood filled filament, it’s one of the best and easiest to use wood materials available.

Many other materials are in various stages of development and testing. colorFabb also actively encourages the community to test and feedback how new materials perform.
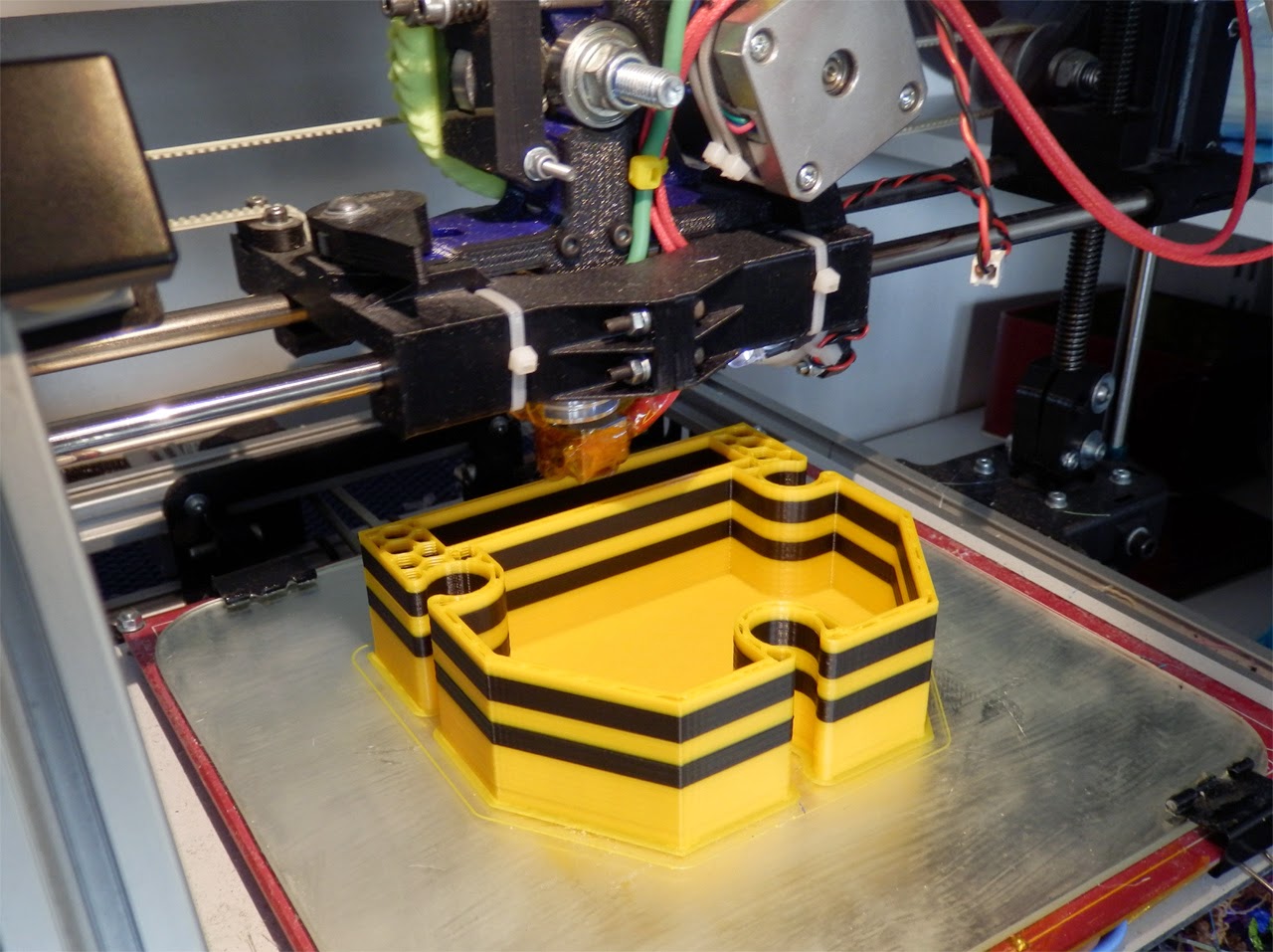
I tested their filament in various machines, at all sorts of speeds and drive mechanisms and temperatures both inside and outside of their recommended settings.
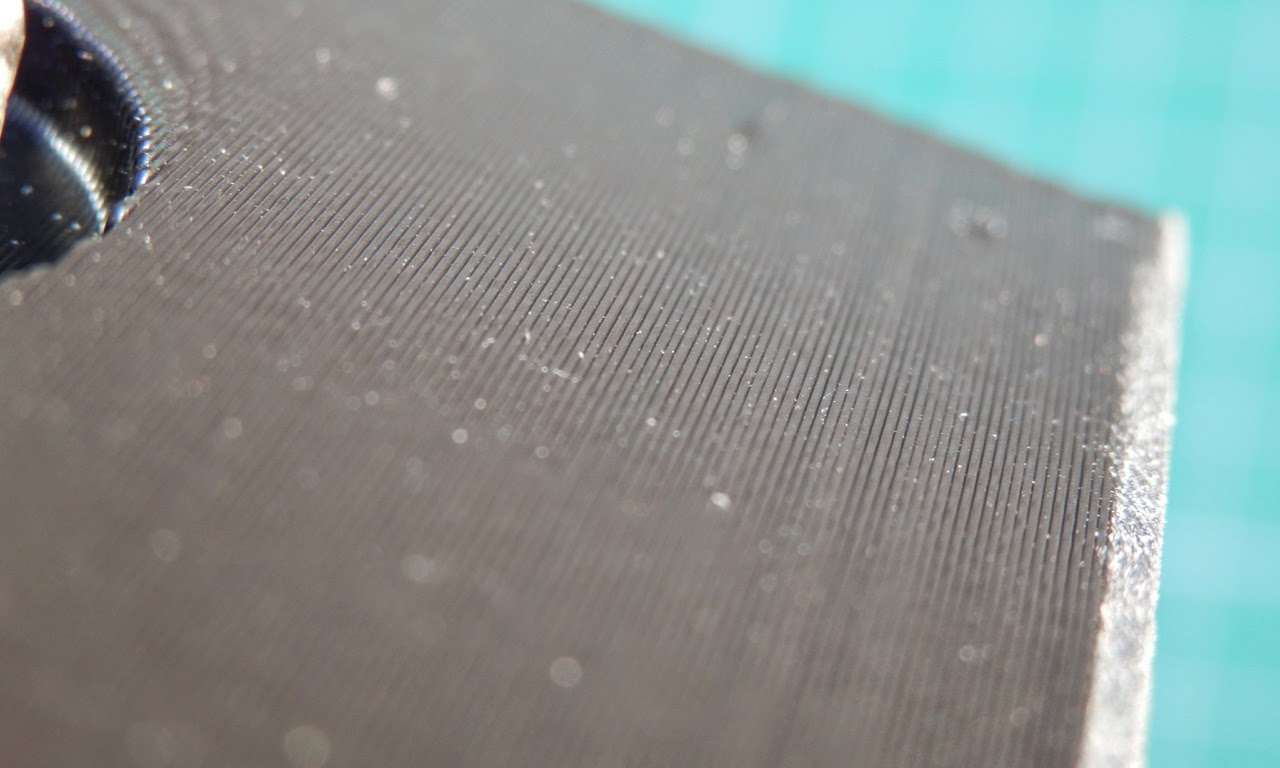
You get a fine surface finish and very consistent results.
Printed parts tend to look slightly matt, this could be due to the inclusion of PHA, but they look nice.
I found that increasing my default PLA temperatures by about 5˚C made the colorFabb filament operate in the same manner as I was familiar with. If, like me, you are used to faster printing speeds, I tend to be on the hotter end of the recommended temperature settings at around 215 for PLA and 245 for the colorFabb_XT (PET) materials.
Many consumer machines tend to print a little slower than some of the cutting edge RepRap and open source printers, so consider slowing down, upping the temperature by 5 to 10 degrees or increasing the torque – ideally all of these if you are pushing a lot of plastic – fast.

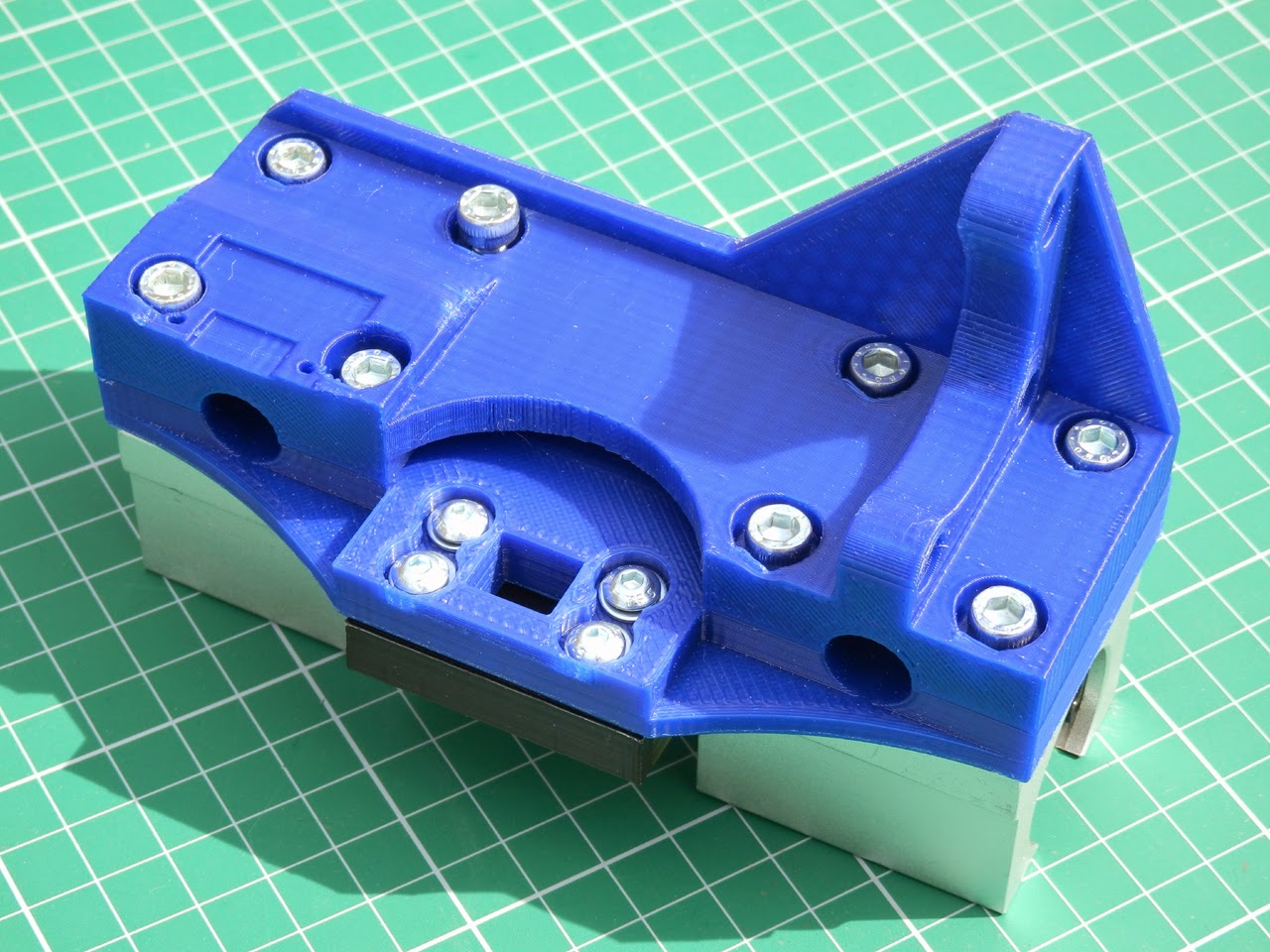
Ultramarine Blue has a wonderful semi-translucent quality to the material, I liked it so much that I printed out an entire set of parts for a new 3D printer prototype.
Many of the colours are warm and rich with a very vibrant and high quality look about them.

The only printing issue I had using the PLA/PHA material were in my E3D all metal V5 hot-end. This was manifesting as a material block during printing, usually shortly after starting and during the first layer. The main issue I finally identified was due to performing a pre-nozzle-heating operation before printing. For me this is quite normal and how I have printed for years using PLA from other sources.

Now, I know it’s not a good idea to have plastic at high temperatures inside the nozzle for long periods of time, it starts to break-down and in the case of PLA can go very runny, like honey. Leaving wood-filled materials inside a hot-end for a long time can be really bad, involving a lot of cleaning out, even drilling.
I usually pre-heat both the heated bed and nozzle before a print, as this is done via the Printer control interface or PC before starting the print I can leave it heating up for ten to twenty minutes. Upon investigating why I was getting jammed filament it mostly occurred if I allowed pre-heating of the nozzle for longer than 15 minutes.
I talked to the support team at colorFabb about this, and after discussion on how I print, it was still not clear why this was happening. I’m not sure if the inclusion of PHA has anything to do with the problem. I also usually print fast and with very high torque extruders, so if a material is soft in the cool zone it can compress and block. Why this was happening for colorFabb material in the E3D V5 nozzle is still somewhat of a mystery.
Switching back to other filament makes, I did not see the same issue.
It can be resolved for me, by only performing a heated bed pre-heat and just allowing the nozzle to come up to temperature at the start of a print rather than pre-heating. So I would recommend not holding your extruder hot-end at print temperatures for any longer than required to start the print job.
I also did not see the same issue with a J-head nozzle. Depending on your settings, machine and speed of printing you may also not see any print problems at all. I would be interested if anyone can shed more light on this specific observation about this, I would like to think it’s just the way I have my machines setup.
Moving on from PLA/PHA, the XT-Copolyester material is PET-based and has a lot going for it, it’s highly recyclable, strong and a little flexible. It’s not as stiff as PLA and has a glass transition temperature a little lower than ABS, but with most of the other benefits of ABS, less of the warp and a much better layer bonding ability.
XT material has some ideal and fantastic qualities for a 3D printing material, ultra strong and impact resistant.
The only real issue with PET is that it’s more flexible than PLA or ABS, so machine parts or anything mechanical may bend or flex a little more than with more traditional 3D printing materials.
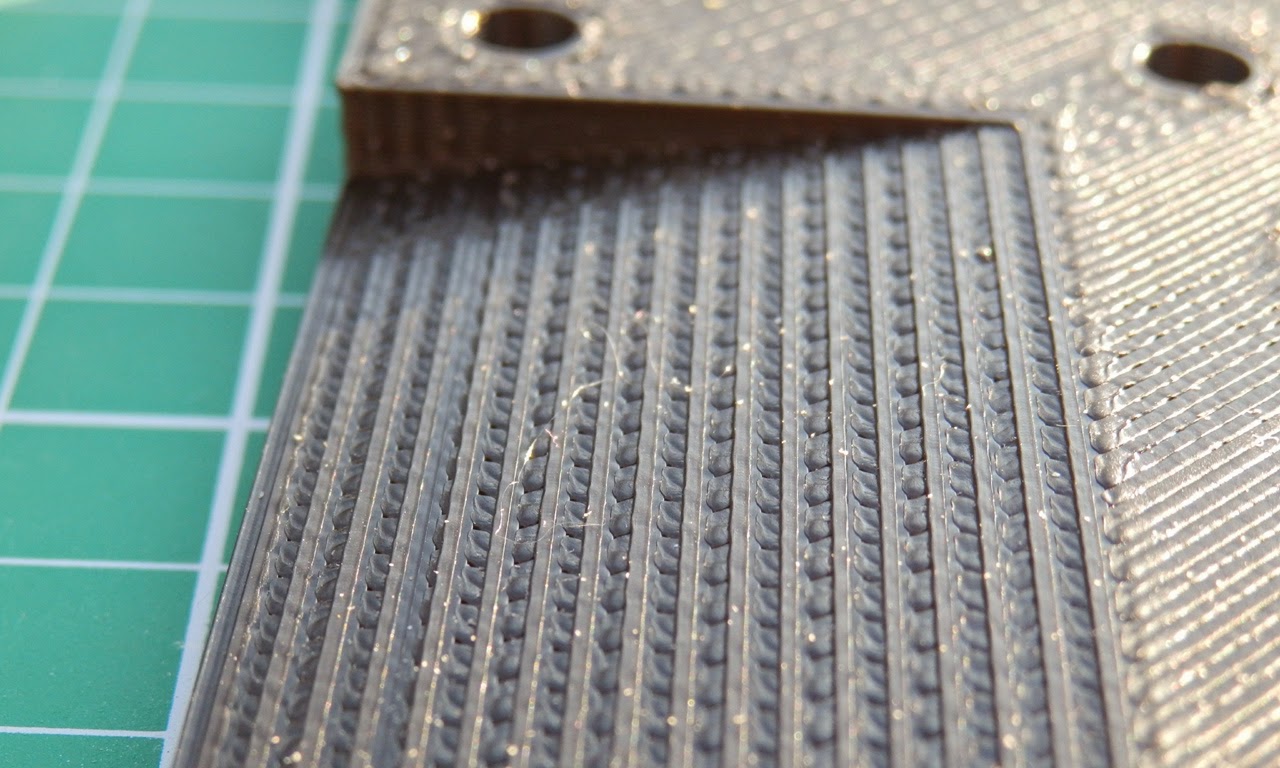
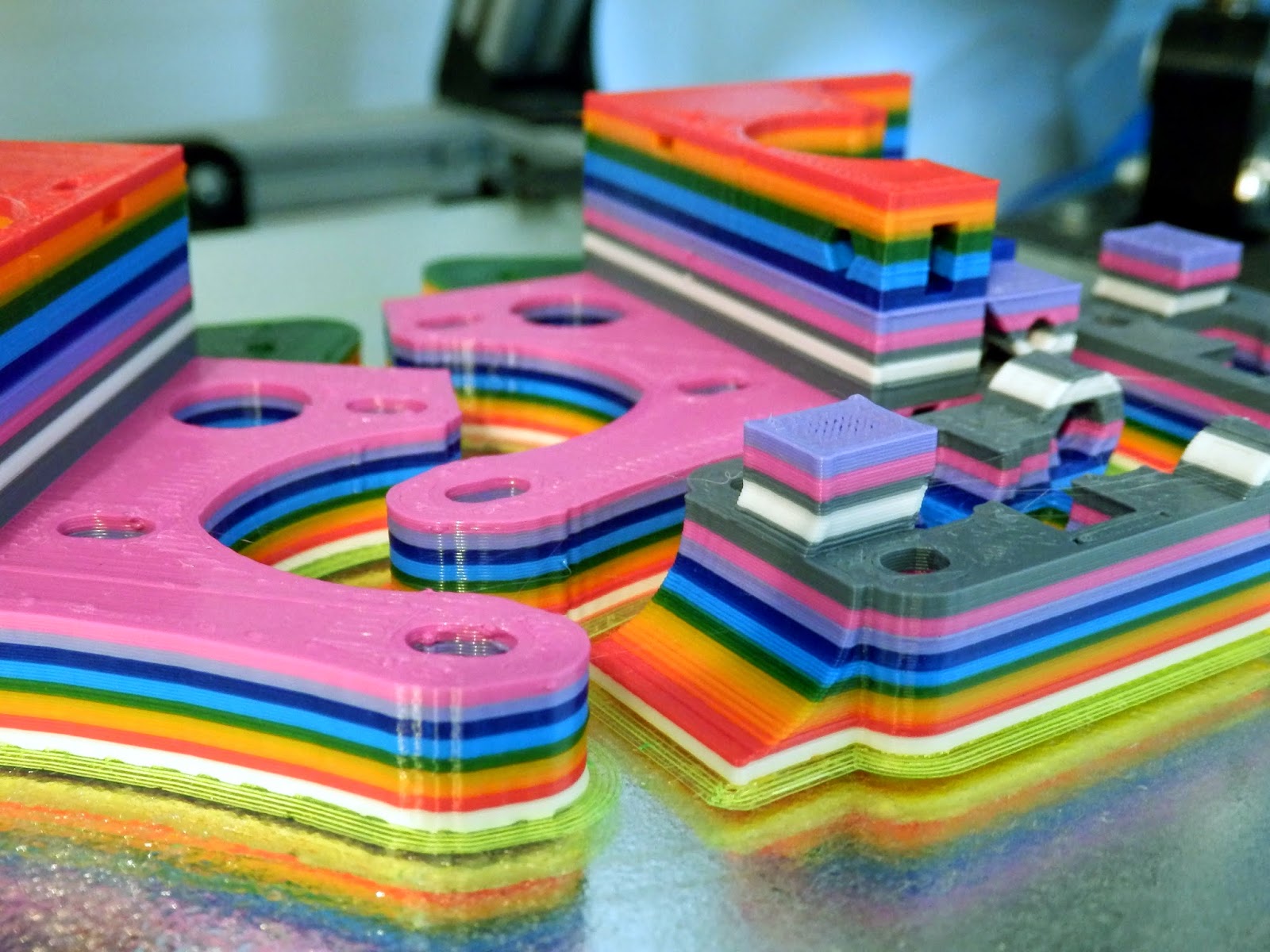
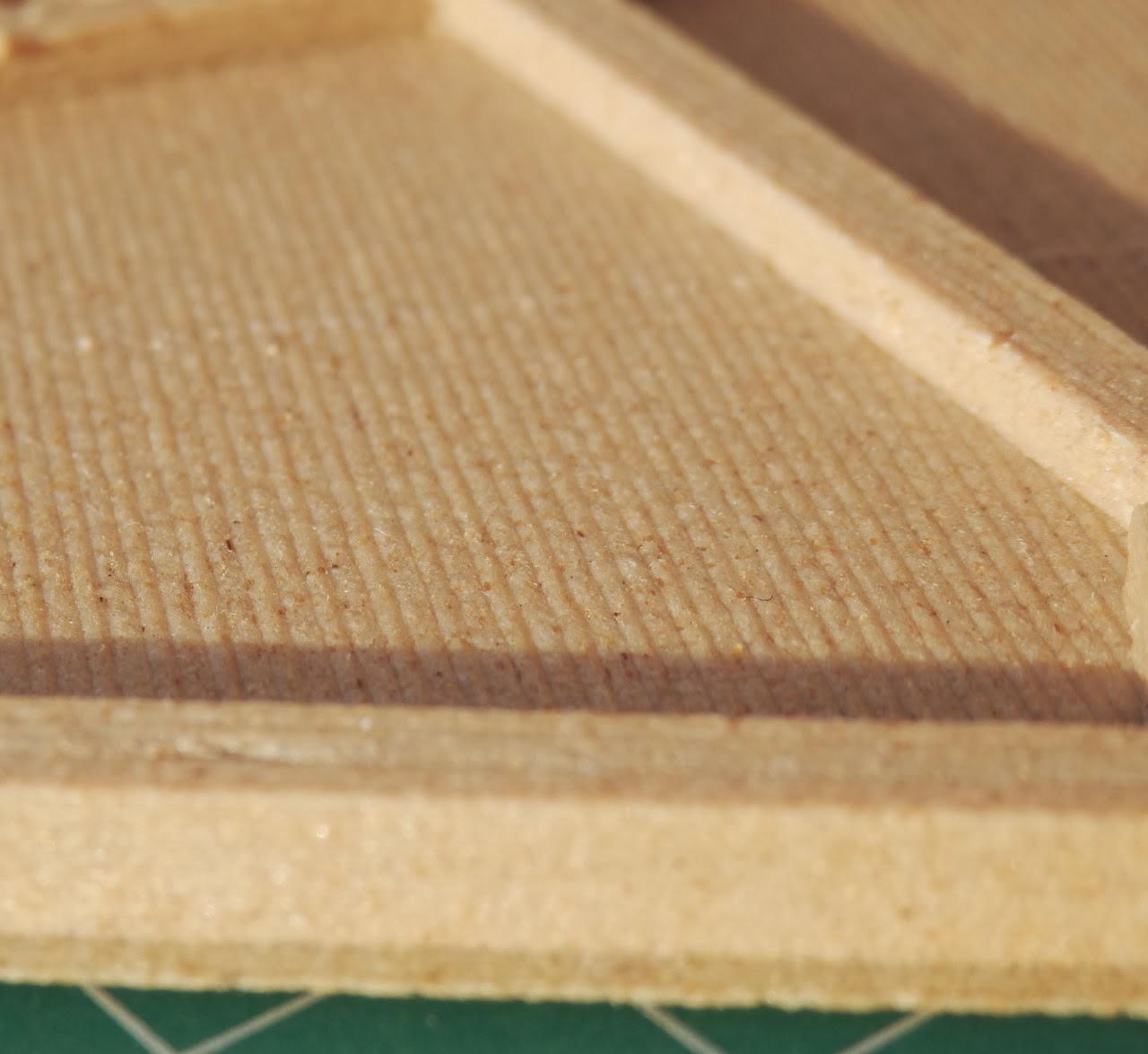
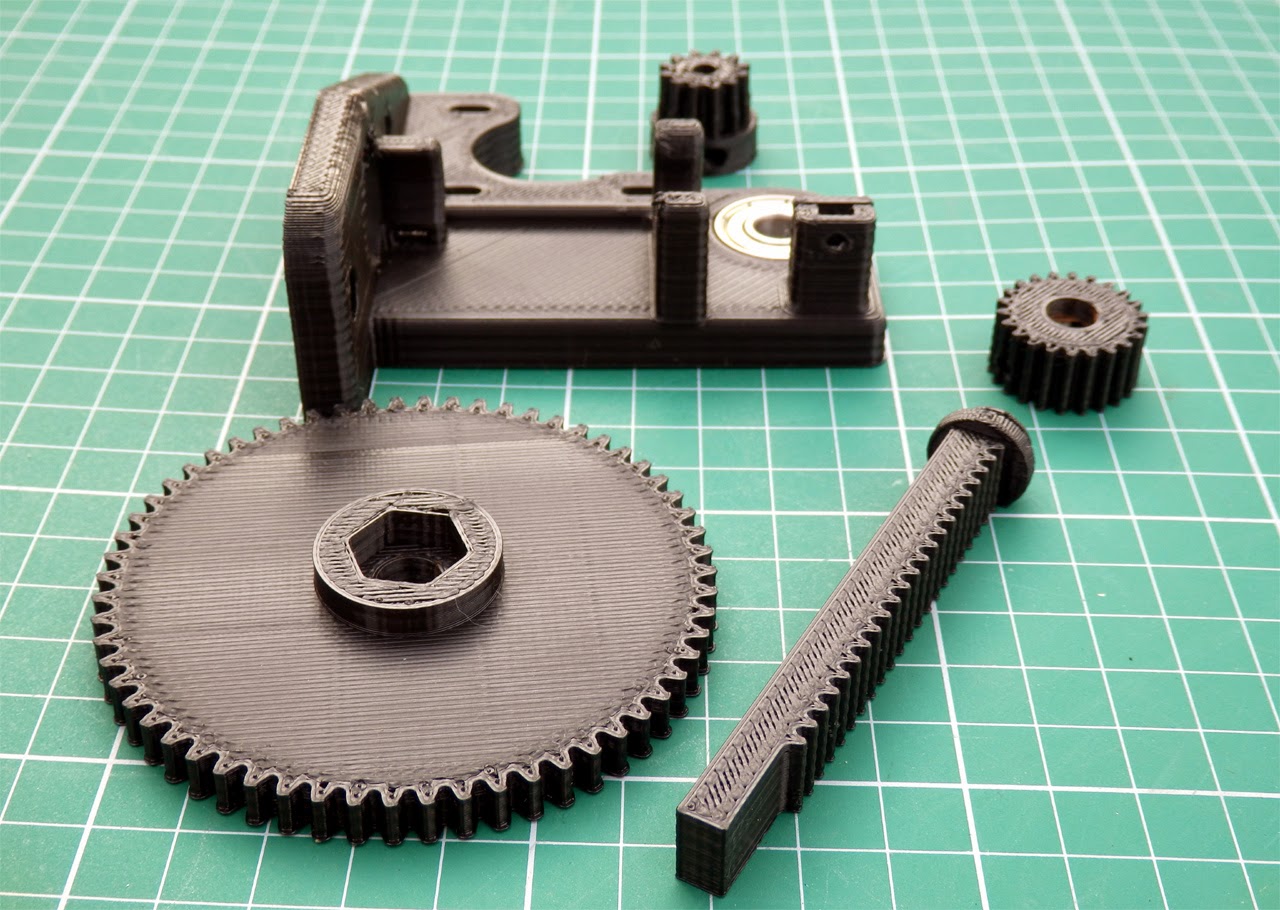
One trick to combat the extra flexing you get with XT (PET) is to use either ribs to stiffen the part or to add a slope into the part design, this has the effect of adding more solid surface layers stacked on top of each other reducing flex.
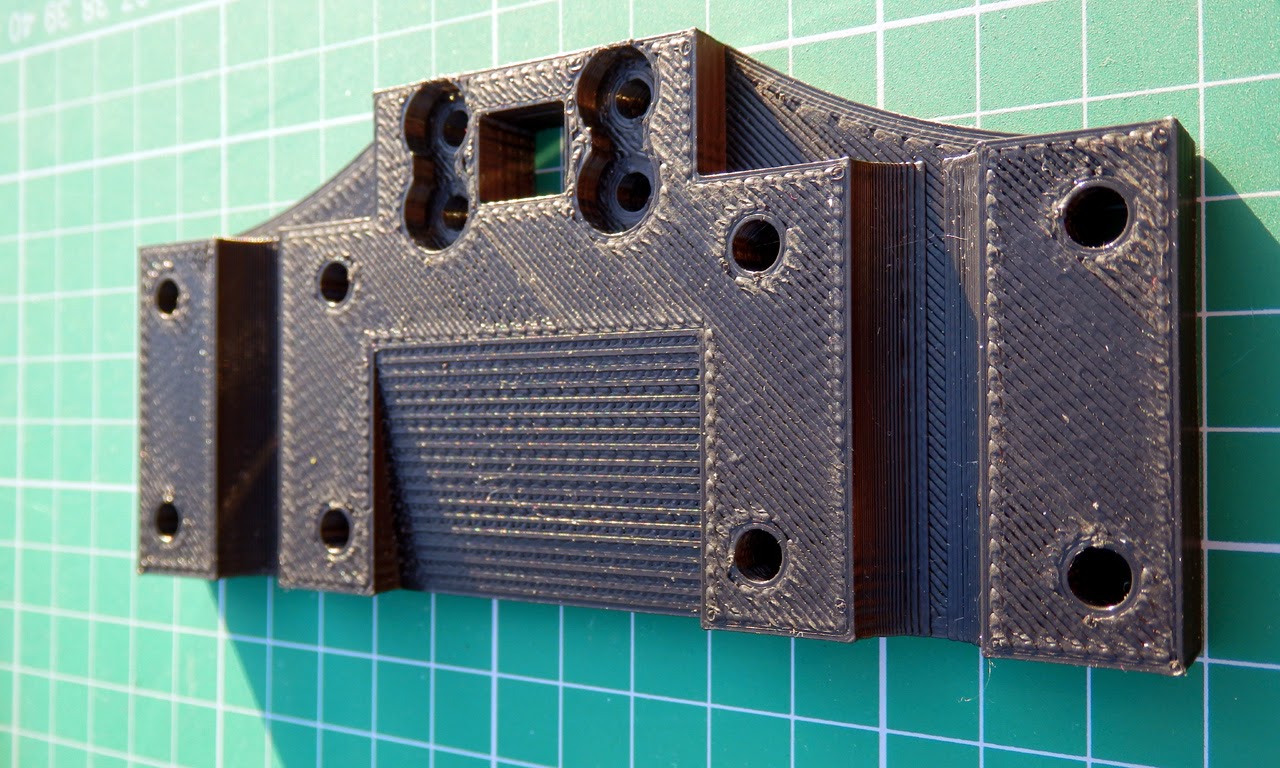
Adding strength to a printed part with a designed in slope.
colorFabb is going places and providing great materials to the 3D printing community, they are certainly a company to keep watching for new and exciting products, guidance and innovation.
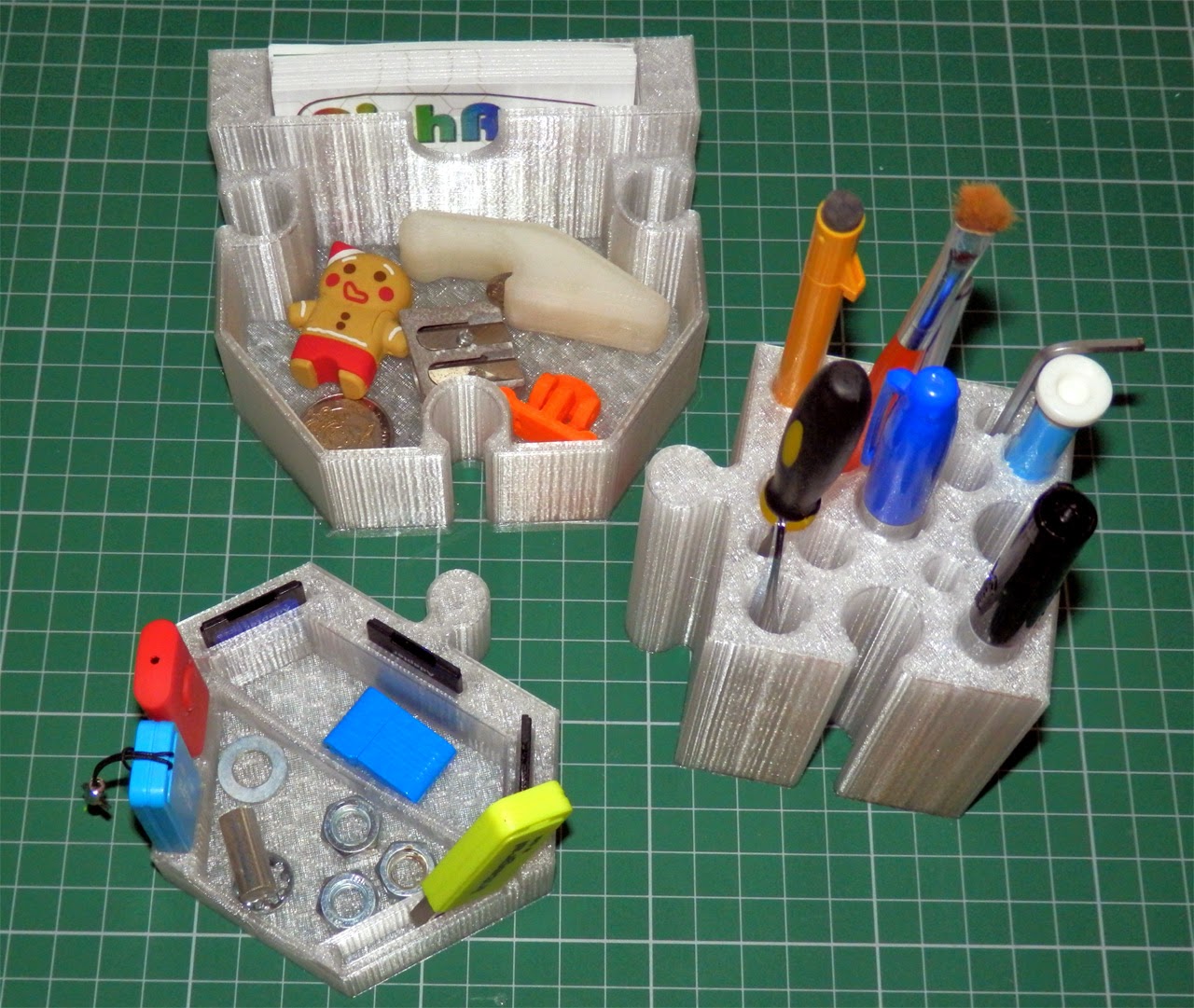
If you are interested in the various PuzzleDesk parts I designed for testing of fitting, look, feel and printing ability, you can get hold of them up on Youmagine here.
Next time, in part 2 of this article, I will print some challenging objects and take a look at more of the colorFabb filaments, including the exotic materials that can now be bought in a test sample pack, I’m looking forward to trying out the Bronze filament.
colorFabb has also just introduced materials in direct pellet form, these can be used to extrude your own filaments or directly in some machines with a pellet extruder.
If you have any questions or print requests, catch me on twitter or comment below – @RichRap3D
