
In today’s CrAMmed, our additive manufacturing research digest, you’ll find a selection of papers and developments in 3D printing from the academic world. The studies dig extensively into optimizing material processes for FDM 3D printing. There is also work being done in the medical field, particularly around the subject of microneedles and wearable biomonitoring devices. Read on for all this and more from the field of 3D printing research.
Improving the FDM process
In the paper ‘Material extrusion‐based additive manufacturing of polypropylene: A review on how to improve dimensional inaccuracy and warpage,’ researchers from Montanuniversitaet Leoben explore the necessary improvements that material extrusion‐based additive manufacturing methods (ME-AM/FDM/FFF) need to make in order to “meet the challenges of complex industrial applications.”
The researchers, Martin Spoerk, Clemens Holzer, and Joamin Gonzalez-Gutierrez, explain in the study that a thermoplastic like polypropylene (PP) offers a number of benefits, namely due to its low cost, good mechanical and biological properties, chemical resistance, and inertness. This makes the material versatile and suitable for numerous applications. However, due to its semi-crystalline nature, components 3D printed with the material often lack geometrical accuracy, as the fabricated components tend to shrink and warp during the AM process.
In the paper, the team of researchers summarize the different methods that other groups have discovered to prevent warpage on PP 3D printed parts, by altering the ME-AM processing parameters, copolymerizing, blending, and adding fillers to PP polymers. These methods are outlined in detail by the study:
“ (1) use of different build platform materials to guarantee ideal adhesion during the printing process; (2) insulate the printing chamber and maintain the chamber temperature relatively high to reduce thermal stresses through a process similar to annealing; and finally (3) the addition of fillers, specially thermally conductive ones in order to prevent shrinkage during the fabrication process and to decrease the time to reach thermal equilibrium in the deposited layers.”
The researchers conclude that although several methods have been established to improve the processing of PP-based materials with FDM/FFF 3D printing, further investigations are still required to provide an improved understanding of the crystallization process during the ME‐AM processing of PP. Such investigations, for example, the addition of nucleating agents, which can potentially change the crystallization kinetics during ME‐AM of PP parts, maximizing their mechanical properties.
‘Material extrusion‐based additive manufacturing of polypropylene: A review on how to improve dimensional inaccuracy and warpage,’ is published in the Journal of Applied Polymer ScienceVolume 137, Issue 12.
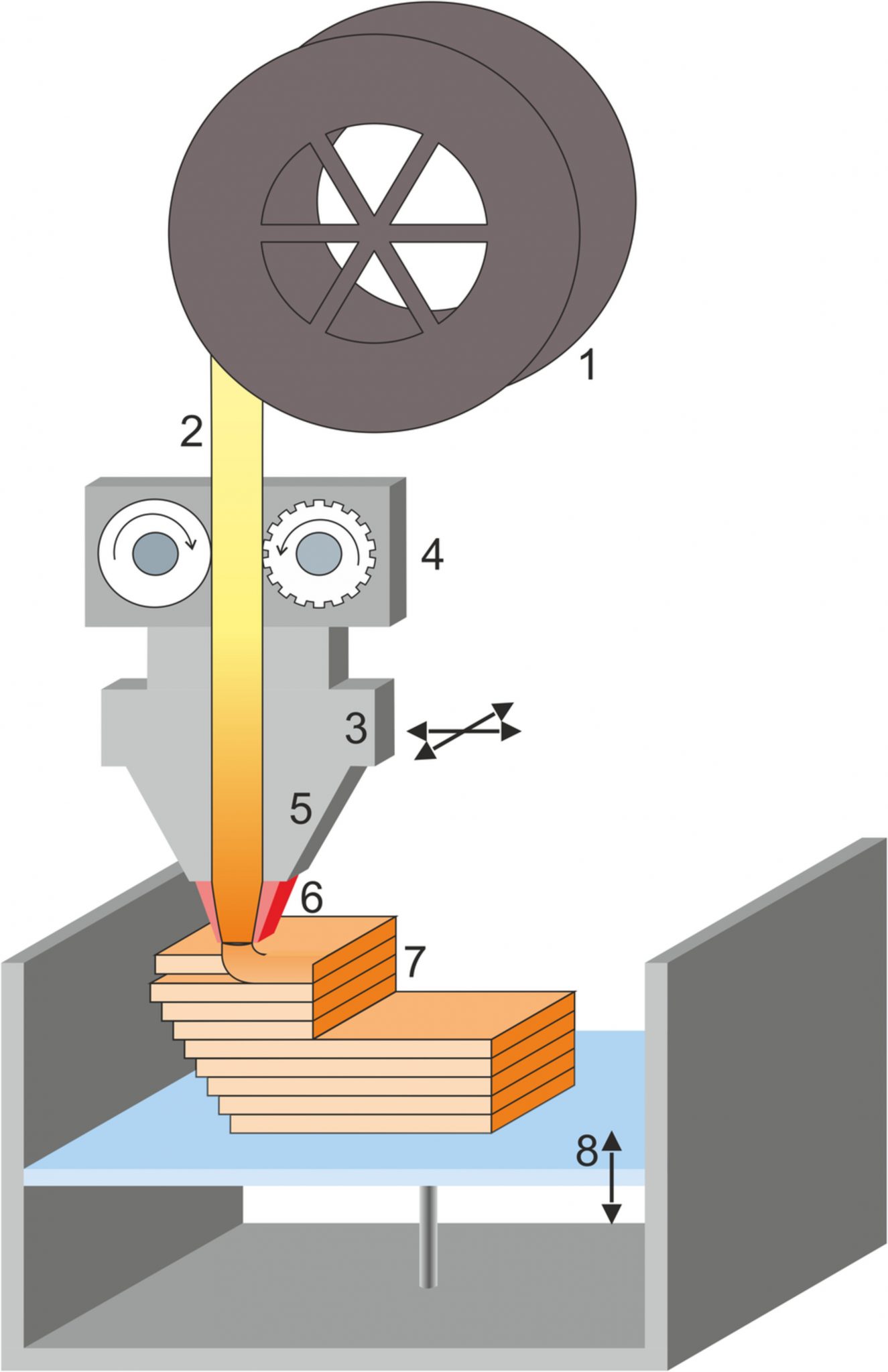
Further material-based investigations into FDM 3D printing have been undertaken by a group of researchers in Brazil. Specifically, the authors of the study examined the mechanical properties of parts manufactured with FDM technology using PETG material. The paper, titled ‘Experimental Analysis on the Mechanical Properties of PETG Parts Made with Fused Deposition Modeling Manufacturing,’ outlines the increasing importance of 3D printing as a prototyping technology, due to its “suitability and constant decrease of costs in printing equipment and material.” The authors also describe the FDM process as a “manufacturing methodology ideal for prototyping. Because of its automation, there is a relatively simple setup that has to be done, and with some practice, it becomes simple to develop complex mechanical geometries.”
PETG is also outlined as a good choice for prototyping mechanical parts in the study, as it combines easy printability with durability. However, the material also harbors complications when it comes to usability, due to a lack of 3D printing standards. As such, it can be difficult to predict the final properties of parts 3D printed with PETG as there are many parameters that influence the printing process, such as printing temperature, rate, geometry, surface temperature, and nozzle width.
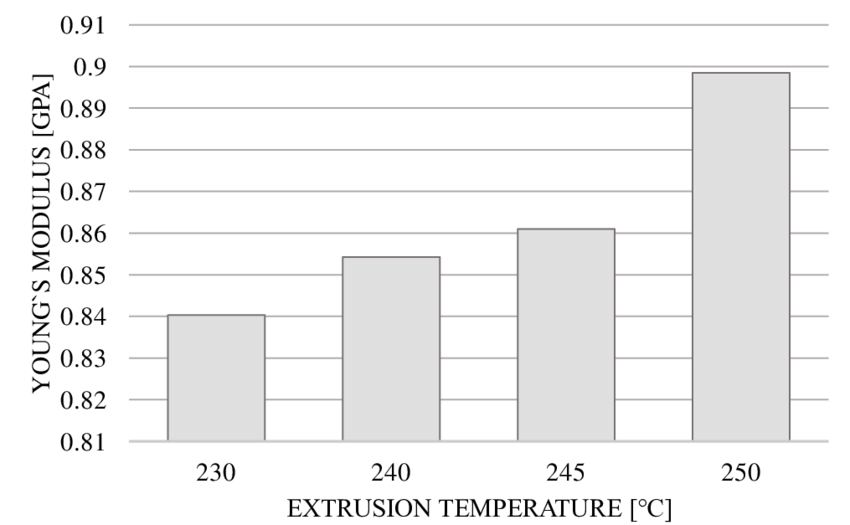
The researchers therefore set about creating a database of the mechanical properties of 3D printed parts made with the Prusa i3 MK2S Printer and PETG XT filament from 3Dfila. This database revolved around 20 3D printed parts that were tested, with only one printing parameter altered, that being the nozzle temperature. Temperatures ranged from 230 degrees celsius for parts 1 through 5 and ending with 250 degrees celsius for parts 16 through 20. From the tests, the researchers concluded that a higher nozzle temperature resulted in a higher modulus of elasticity. Therefore, when seeking to 3D print PETG parts where stress resistance is important, the researchers advise that it is better to print at higher temperatures. However, if stress resistance is not important, then lower temperatures would be more suitable in order to attain an improved superficial finishing on the 3D printed part. This is because lower temperatures prevented warping and stringing.
‘Experimental Analysis on the Mechanical Properties of PETG Parts Made with Fused Deposition Modeling Manufacturing’ is written by Maíra Fernanda Oliveira de Miranda, Felipe Jose Oliveira Ribeiro, Núbia dos Santos Saad, and Alexandre Zuquete Guarato from the Federal University of Uberlândia (UFU). It is a conference paper for the 25th International Congress of Mechanical Engineering.
Remaining on the topic of FDM 3D printing, a group of researchers from National Agency for Science and Engineering Infrastructure (NASENI) in Nigeria, and the Texas A&M University – Kingsville (TAMUK), USA, have examined the different factors that can have an impact on a successful FDM 3D printing application. In this instance, the study mainly focused on the diameters of the nozzles, extrusion width, and layer thickness. The researchers completed several print patterns and fills with varying parameters. These patterns were tested according to appearance/surface finish, strength, speed and stiffness of composite materials, with the best parameters recorded.
As with previous papers mentioned in this week’s CrAMmed, the researchers explain that FDM 3D printing is growing in popularity as a rapid prototyping technology. As such, they explain that the quality and mechanical properties of such prints, important aspects for rapid prototyping, are dependent on the parameters and process variables. For example, the authors state that the strength and stiffness of print prototypes produced on single head printers are low, and therefore, they determined that it was necessary to improve the mechanical properties of the parts by altering the parameters.
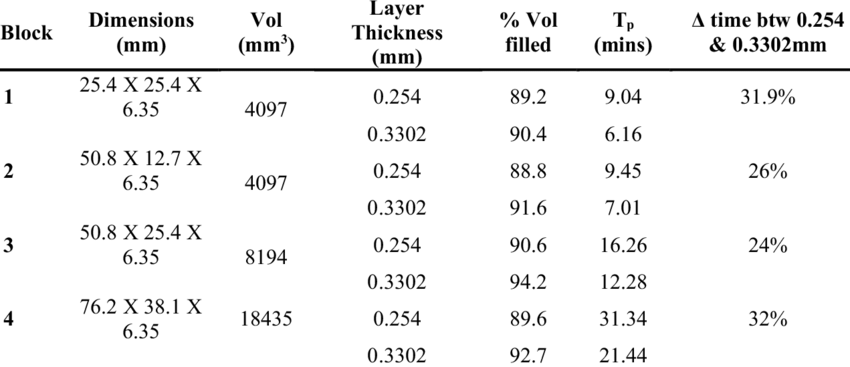
To complete the tests, the researchers 3D printed four test blocks in ABS with different shapes and volumes for the calibration and simulation process. These parts were 3D printed using a UprintPlus 3D printer. The results were then documented and compared to the results obtained from computer models. They concluded that fewer voids in the printed object lead to better strength, stiffness, and durability, as the block with the highest interior fill had the best volume fraction. Furthermore, 3D printing with small layer thickness produced stronger prints as well, although this also leads to longer build times.
“Optimizing Design Patterns for Multi-Head Fused Deposition Modeling (FDM) Systems” is published in Journal of Physics: Conference Series. It is co-authored by B.E Ayodele, A.A Okesola, A.A Oyedeji, F.T Folaranmi, J Olowo and A.F Abdulhamid.
The latest research in medical 3D printing
For some, if not most, getting an injection at the doctor’s can be an uncomfortable and painful experience, especially for the more squeamish of patients. To overcome this, the use of polymer microneedles (MNs) has become a novel tool in the field of clinical medicine and health, as it can inject or extract with minimal invasion which is painless and convenient thanks to the sharp protuberance of their surface. There are a varying degree of MN types, from solid MNs and coated MNs, to dissolving MNs, and Hydrogel-Forming MNs. The cost of building MNs, however, has limited its widespread use.
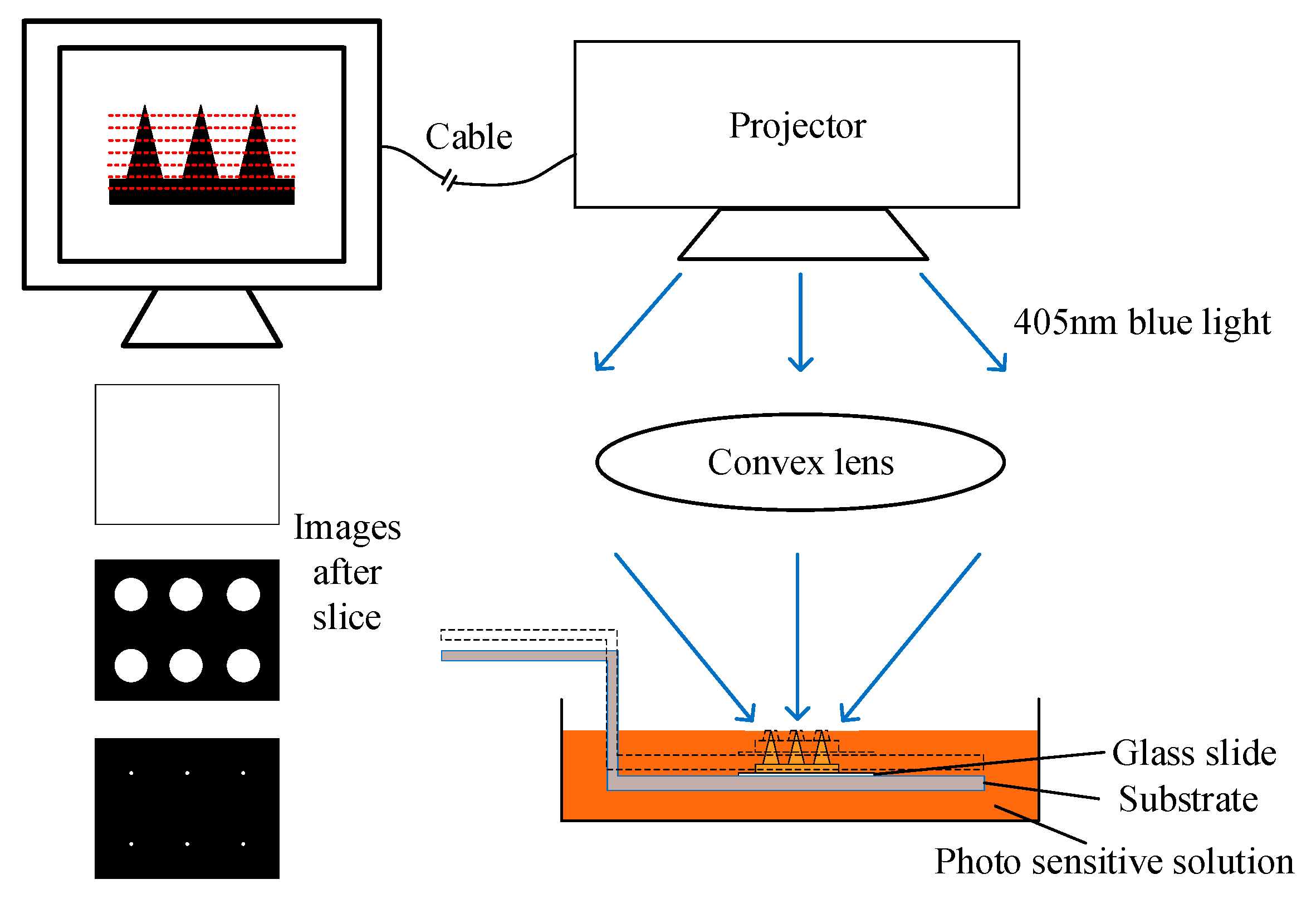
As such, researchers in China have presented a paper where they propose a method for manufacturing hydrogel MNs using high-precision digital light processing (H-P DLP) 3D printing technology, to overcome the aforementioned costs. This is because 3D printing can enable the production of arbitrary shapes, and has previously been employed to manufacture MNs without a template. Building their own H-P DLP system with low costs, this technology was selected as it has a high printing accuracy and is capable of meeting the precision required for building MNs.
To test the technology’s capabilities of manufacturing MNs, the researchers completed experiments and the resulting analysis of printing parameters on the mechanical properties of microneedles. The researchers found that the precision and stiffness of MNs could be controlled by the exposure time. When 3D printing with an exposure of over 300 ms, they found that the precision of the MNs would decline as the exposure ascended. However, this was counterbalanced with an increase in stiffness as the exposure time increased as well. From their tests, the researchers concluded that 300 ms was an ideal exposure time for building MNs. The paper concluded with the authors stating that: “We expect to apply 3D printed MNs with properties above to clinical usage in the future.”
“3D Printed Multi-Functional Hydrogel Microneedles Based on High-Precision Digital Light Processing,” is written by Wei Yao, Didi Li, Yuliang Zhao, Zhikun Zhan, Guoqing Jin,Haiyi Liang, and Runhuai Yang. It is published in Micromachines 2020, 11(1), 17.
A recently published paper, titled “Drop-on-Demand High-Speed 3D Printing of Flexible Milled Carbon Fiber/Silicone Composite Sensors for Wearable Biomonitoring Devices,” examines the use of material jetting 3D printing technology for producing highly flexible, sensitive sensors for medical applications.
The researchers, based out of the University of Waterloo and the University of California, Berkeley, explains that carbon materials are the popular choice for producing conductive sensors. However, when manufacturing conductive sensors with this material, a number of issues have consistently cropped up, mainly surrounding robustness, flexibility, and sensitivity. Additionally, the traditional manufacturing methods used to produce these sensors, like melt-mixing and casting, do not provide the required amount of accuracy needed for patient-specific treatment.
To overcome these hurdles, the researchers have developed their own drop-on-demand material jetting (DODMJ) system, combined with a milled carbon fiber/silicone rubber (MCF/SR) ink to manufacture the sensors. Using these technologies, the researchers aimed to imbue the manufacturing process of the sensors with improved printability, curability, and electrical properties. Explaining the methodology, the authors write that “Drop-on-demand material jetting (DODMJ) enables high-speed 3Dprinting of flexible sensors that can be integrated with the textiles for the purpose of human body motion and vital sign detections. In this study, the electrical properties and curability of silicone rubber (SR) after introducing various contents of milled carbon fibers (MCF) were investigated.” Furthermore, the researchers imbued the sensors within protective silicone rubber layers for increased flexibility.
From their tests, the researchers noted that ink viscosity had a significant impact on printer performance. A maximum MCF content of 30 percent was all that could be introduced to the MCF/SR ink to ensure printability; more MCF resulted in printing failures. They concluded that the 3D printed MCF/SR sensors were a viable option for use as wearable devices on patients. Due to the sensors’ successful reversible performance, they demonstrated that they were suitable for detecting human motion and for other healthcare applications.
The paper is written by Elham Davoodi, Haniyeh Fayazfar, Farzad Liravi and Elahe Jabari, and published in the journal Additive Manufacturing, Volume 32.
What are the effect of fast print speeds in the binder jetting process?
The binder jetting 3D printing process is the subject of a recent study from a group of international researchers. The paper examines the effects of fast print speeds on 3D printed part outcomes, particularly in regards to surface roughness and density uniformity.
In the research paper, the authors begin by outlining the benefits of the binder jetting technique, describing it as having “the highest potential to be competitive for large volume production. This is due to relatively quick printing times and the ability to post-process many parts in large batch furnaces or continuous feeding furnaces, in much the same way as metal injection molding (MIM).” Overall, four key stages make up the binder jet 3D printing of a part: powder dispensing; power spreading; binder dispensing; and binder drying.
Consistency is critical to any production environment, as outlined by the authors. However, with binder jetting, a number of factors can affect flow rate and flow consistency during powder dispensing, such as machine wear, machine cleanliness, the number of times a powder is recycled, and air humidity levels. The ability “to precisely control the amount of powder that is being spread is the key to consistency in green body density,” the researchers explain.
To carry out their tests into how powder speed affects the density of green body parts, the researchers 3D printed test parts using an ExOne Innovent+ binder jet printer, with the ExOne solvent binder at 70% saturation. The tests revolved around trials of five different coupon samples which were sintered, measured and weighed. The surface roughness of each sample was measured a total of five times. Overall, six 3D printing trials were performed, amounting to thirty coupon samples. Within each trial, the samples demonstrated that spreading speed causes the average green body density to decrease, and the standard deviation to increase. However, the higher speeds, alongside an increased coupon orientation angle, also caused a rise in surface roughness.
This paper is titled “The Effect of Print Speed on Surface Roughness and Density Uniformity of Parts Produced Using Binder Jet 3D Printing”, written by K. Myers, A. Paterson, T. Iizuka, and A. Klein.
Subscribe to the 3D Printing Industry newsletter for the latest news in additive manufacturing. You can also stay connected by following us on Twitter and liking us on Facebook.
Looking for a career in additive manufacturing? Visit 3D Printing Jobs for a selection of roles in the industry.
Featured image shows CrAMmed logo edited on implified schematic of high-precision digital light processing (H-P DLP) system. Image via Micromachines.