
A team from California’s $6 billion lab, The Lawrence Livermore National Laboratory (LLNL), has announced research on a major issue “plaguing a common metal 3D printing technique.” The new discovery will be published in the August volume of peer-reviewed journal Acta Materialia and could lead to a faster adoption of 3D printing than previously anticipated.
I asked LLNL and their commercial partners about this important development and the long-term project to advance 3D printing with metal.
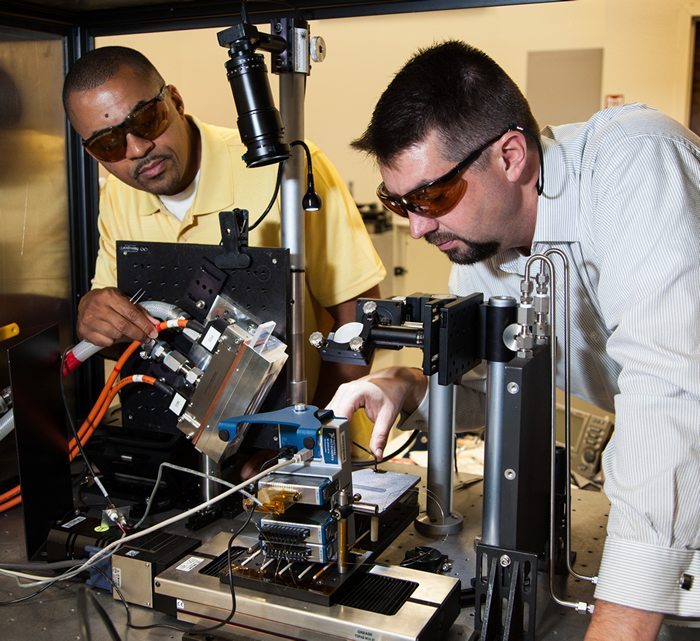
Ibo Mathews is a principal investigator at LLNL and co-author of the new research. Mathews completed his PhD in experimental condensed matter physics at MIT and then spent most of the next decade at famed Bell Labs. He holds several patents, including one for laser-induced gas plasma machining. His most recent work looks at a more widely used 3D printing technology, powder bed fusion (PBF).
Commercial application of PBF based 3D printing comes in several forms. EOS are leading direct metal laser sintering (DMLS) manufacturers, Arcam patented electron beam melting (EBM) which as the name implies, uses an electron gun rather than a laser and SLM Solutions hold patents on their multi-beam selective laser melting (SLM) technology. Stratasys have numerous DMLS machines at their contract manufacturing facility in Austin, Texas.
DMLS type machines are used to create critical components in industries from aerospace to medical implants. Therefore it is certain that LLNL’s findings will be closely scrutinized.
Important new insights
When the AM project began, Mathews hinted that LLNL should expect groundbreaking results saying the work, “seeks to do more detailed experiments on metal-based additive manufacturing than what has been done (before).” This latest publication “represent(s) new insights” into “the prediction and minimization of void defects and surface roughness in additively manufactured metal components.”
The rapid heating and high temperatures generated using lasers for additive manufacturing with metal is known to improve part strength. But the same process can also result in voids or pores, and this can weaken such parts. These defects arise when there is incomplete melting of metal powder or if strong vaporization causes, “keyhole-mode melting.”
Laser power, beam size, scan speed, and hatch spacing, collectively known as the scan-strategy, are all variables determining eventual porosity and the presence of voids.
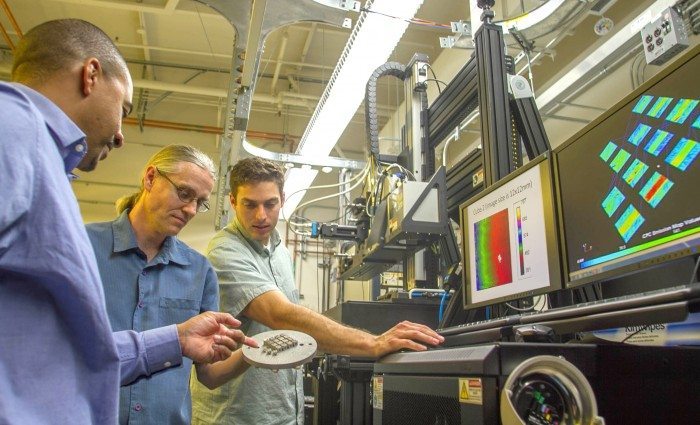
Commenting on related research the leader of LLNL’s Accelerated Certification of Additively Manufactured Metals Project (ACMM) Wayne King said, “If we want to put parts into critical applications, they have to meet quality criteria. Our project is focused on developing a science-based understanding of the additive manufacturing process to build confidence in the quality of parts.”
King is co-author of the new paper and part of the project to develop algorithms that will resolve problems with surface roughness, residual stress, porosity and micro cracking in 3D printed metal. The project commenced in March 2015 in partnership with GE. Additive manufacturing innovation institute America Makes, provided $540,000 and set an 18-month timeframe for delivery.
GE’s principal investigator, Bill Carter, confirmed to me that the algorithm project is on schedule and the software would be available to members of America Makes in September.
It is possible that algorithm implementation on research machines at that point may then result in further orders for AM metal printers which traditionally have lengthy sales cycles due the time spend on certification and qualification.
Once the algorithms are ready they will be made available under an open source license. Matthews hopes this will lead to further great leaps in the AM industry. The eventual software model will fully assess how metal powder forms a melt pool and behaves before solidifying. King said, “These models will be a big step forward toward getting away from the experience base and getting the science base behind it.”
Predictive modeling enables faster progress
Qualification and certification are fundamental stages in the adoption and use of new materials and processes. Without accurate predictive modeling these stages are likely to remain lengthy and the promised rewards of AM will remain out of reach.
To understand how problems with metal printing arise LLNL used an ultra-high speed camera to record a 600 W fiber laser melting Ti64 titanium alloy, 316L stainless steel and pure Aluminum powders. Experiments were performed with variations to the beam power and atmospheric pressure in the build chamber.
Mathews explained, “the information gleaned from the single track experiments are helping to guide custom builds produced by the Fraunhofer machine and enabled by the open source code.”
GE’s Bill Carter, explained the Fraunhofer Institute’s laser-based powder bed fusion R&D platform was necessary because, “Commercial SLM machines do not permit access to specific process parameter information and tool paths,” this means that making the particular variations under controlled experimental conditions is limited.
The images taken at 500,000 frames per second show how laser scanning displaces metal powder. This area of powder displacement is referred to as the denudation zone (DZ). It is the detailed physics that describe how the DZ is produced that is the primary contribution of this work and something not reported in academic literature before say the researchers.
The authors found that the, “dominant driving force for denuding powder near a melt track is the entrainment of particles by surrounding gas flow.” The report continues, “Flow is induced by the intensive evaporation that occurs within the laser spot and pressure drop inside the associated vapor jet due to the Bernoulli effect”.
Everything flows
First published in 1738, Bernoulli’s principles on fluid dynamics describe how flow speed and pressure are related. The principles are used in aerodynamic design to ensure F1 racing cars remain grounded and airplanes aloft. A decrease in pressure will increase the flow speed.
The report found that by decreasing pressure to from 760 to 10 Torr the DZ width increased by a factor of 2. At pressure of 2.2 Torr, “the DZ zone edge is very clearly defined and relatively powder-free.”
“Vapor driven entrainment” draws metal powder particles to the region where they are melted to form the desired component, but also results in particles that “eject vertically and rearward relative to laser scan direction.” Competing effects serve to either bring powder particles closer to the laser or move them further away.
Several complex processes occur when the laser melts the powder. Surface tension in the melt pool and capillary-driven motion increase the width of the melt track above that of the laser beam. Furthermore, if the surface of the melt pool exceeds boiling point vapor recoil momentum will occur. This expands the pool further.
However, the induced flow reaches beyond the melt pool and was found to bring in powder particles, “even when the melt pool temperature cools down.” The cooler melt pool means that the particles will not fully melt. It is this phenomenon the study documents publicly for the first time and is believed to the cause of, “surface roughness and porosity.”
This work is important because although some systems allow for more precise control than others, greater knowledge of evolving environmental conditions within the build chamber is highly desirable . These results will be incorporated into software models that aid understanding of optimal conditions for the repeated production of durable components.
LLNL are not the only group working in this area, as confirmed by industry sources and also information in the public domain. Most commercial enterprises undertake process optimization as a matter of course, those who do not find themselves unable to compete. However, the scheduled release of the America Makes algorithms may yet serve to demonstrate the old adage, a rising tide raises all ships.
The full research paper is available to read online here.
