
Engineers at the University of Michigan’s Smart and Sustainable Automation Research Laboratory (S2A Lab) have landed an algorithm capable of keeping layers in check at up 10 times the typical speed of an FFF 3D printer.
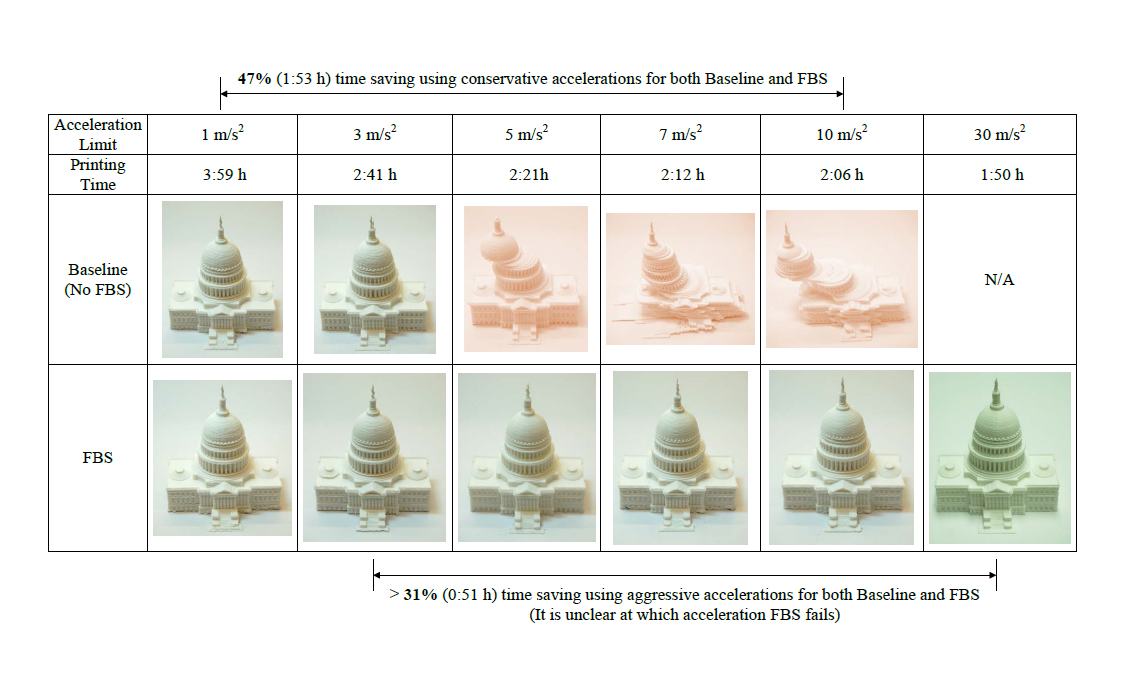
In tests, the Michigan print process has demonstrated the ability to make a 37.23 mm wide scale model of the Capitol Building in just 3 hours 6 minutes at an acceleration limit of 10 m/s2. Typically, at a limit of 1 or 3 m/s2 the same model would take almost 4 hours, or 2 hours 42 seconds to complete.
If accelerated past this point, 3D printer operations without the Michigan print algorithm would result in shifted layers, and critical failure of the end product.
Stepping up
Layer shifting, or tracking errors, in parts 3D printed at higher speeds are caused by structural vibrations of a 3D printer’s stepper motors. Lead authors of a Michigan study of the process Molong Duan and Deokkyun Yoon explain, “The motion of the printer’s build platform is along the x -axis, while its print head moves along the y – and z- axes.”
“All three axes of the printer are controlled by stepper motors, but the focus of this study is on controlling its x – and y- axis motions which generate significant vibration, due to the printer’s flexible structure, as its print head and build platform move.”
One way of preventing structural vibrations would be to fit sensors to track and stabilize the bed. However, as the authors state, this solution is “not commercially viable for low-cost desktop 3D printers.”
By comparison, the algorithm proposed by Duan and Yoon under the supervision of lab lead Professor Chinedum Okwudire, is free, providing you can do the math.
A question of vibration limits vs. the recorded rate
A HICTOP Prusa i3 is used in the Michigan study as the example desktop 3D printer. Experiments conducted in the research record the vibration (acceleration) profile of the print bed when the i3 is in motion.
In the example given, though the limit is set to 7 m/s2, vibrations recorded on the machine are significantly higher, reaching over double the rate of acceleration due to motion of the build platform.
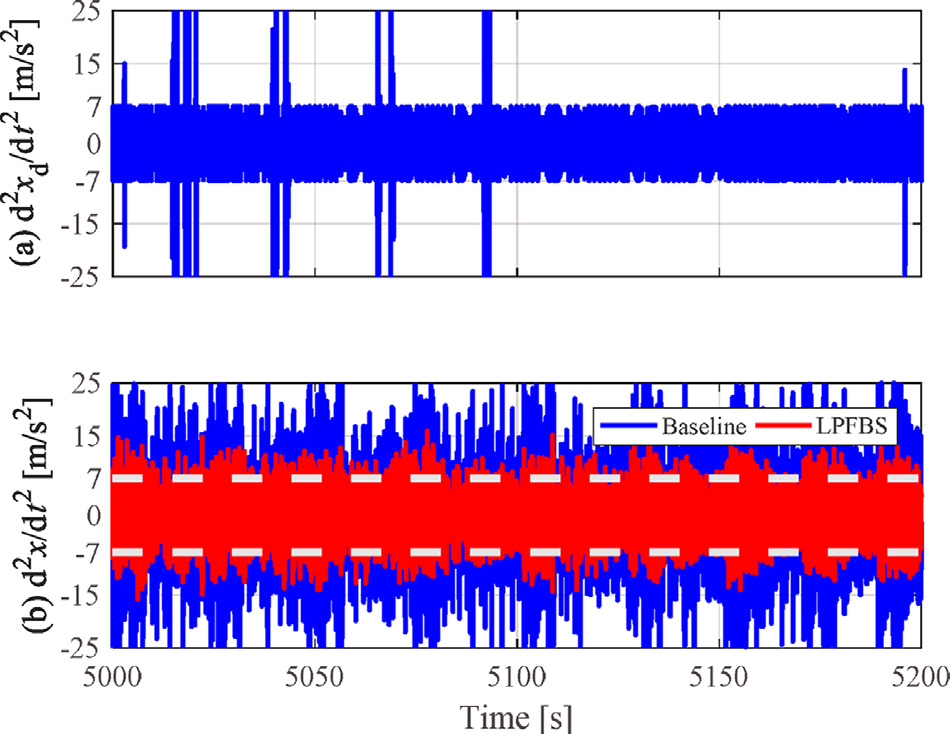
The authors write, “…the build platform’s motion heavily excites the resonance modes of the machine. The excessive vibration (i.e., acceleration) causes inertial loads that exceed the holding torque of the motors, hence they skip counts and lose track of their position.”
To quash the rate of vibration, the operation of the 3D printer is fed into an online system, that relates the the tracking back to its predetermined, constant level. The system is termed the limited-preview filtered B-spline approach, and is abbreviated as LPFBS throughout Duan, Yoon and Okwudire’s study.
Algorithmic, real-time control
In the given example print of the Capitol Building with activated LPFBS vs. regular opeartion, authors explain “the LPFBS method compensates the vibration and maintains actual acceleration levels that are closer to the desired limit, hence avoiding the registration errors.”
The limited-preview approach also means that control signals can “be determined at much lower computational cost compared to full-preview FBS,” allowing real time implementation of the control.
What does this mean for 3D printing?
If implemented at the manufacturing stages of machine development, the LPFBS method could be revolutionary for desktop 3D printer software, giving consumers the all-important time saving solution key to the technology’s continued growth.
One other method in use to make FFF 3D printing faster is the addition of smooth variable layer height in the slicing stages of file preparation. Reinforced frames can also help ease vibrations, and make machines more stable for printing.
The LPFBS method discussed in this article is published with further detail in Mechatronics journal.
Any top tips for faster 3D prints? Leave your thoughts in the comments below. For more research updates, follow us on Twitter, like us on Facebook and subscribe to our free newsletter. You can also register your interest for 3D printing jobs here.
Featured image shows sample prints of the Capitol Building from the University of Michigan’s vibration compensation study. Image via Michigan Engineering on YouTube
