
The global tooling industry runs into hundreds of billions of dollars. In fact, I believe it is the single largest ‘horizontal’ industry that effectively caters to all of the major ‘vertical’ industrial sectors. These sectors would not exist in their current form and be as productive as they are without the support of the tooling industry.
However, despite the progress that has been made in the design, development, and fabrication of tools — across all sectors — there have been, and still are, severe constraints in two main areas:
- Overall manufacturing speed, accuracy and efficiency due to tooling limitations.
- Designing superior tools themselves because of inherent manufacturing limitations.
This in itself poses a chicken and egg scenario and it goes without saying that both the manufacturing and tooling sectors are interdependent. In many ways, both disciplines appeared to have reached a stage wherein the contribution of one to the other has reached a plateau. Conventional manufacturing efficiency has reached a point where it has exhausted all the tooling possibilities in terms of innovation; likewise the means of manufacturing, forging and/or casting tools have reached their peak in many aspects, although some companies are still pushing boundaries where they can.
It is in this context that advanced additive manufacturing technology is set to trigger a fundamental change in the way we produce tools and manufacture complex, highly engineered products. Now, this is not a new approach, as additive processes have been used to produce limited tools since the 1990’s that have resulted in successful production runs of low volume parts. However, the key word there is ‘limited’. The advent of superior industrial 3D printing processes, materials and increased scales of production tools, such as we have seen emerge in the last couple of years, are set to see this application of additive technology surge in industry, I believe. To be clear, one can manufacture pretty much anything using the additive manufacturing / 3D printing route if you have enough time, money and talent to throw at it, but when it comes to volumes and economics there is no additive technology that can cater to 100’s or 1000’s of units per day. Therefore the conventional manufacturing is still preferred by volume industries such as automotive or white good manufacturers.
There is a dramatic shift happening in the way in which additive technology is contributing to conventional manufacturing — the design and development of superior tools that will increase overall efficiency. Let’s take, for instance, injection moulding. In most cases, whether it is plastic injection or metal injection, the largest costs are incurred with:
- • the actual manufacture of the mould
- • the ‘down time’ (the time needed for the product to cool before removal)
In most cases the down time is a severe constraint in terms of productivity. The challenges in tool design (in this case the mould) are severely restricted because of the inability to manufacture more complex ‘cooling’ systems.
Let’s take a look at an illustrative example:

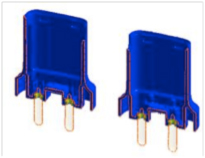
In figure 1.1, the end product is an electrical plug point that is mated with electrical sockets. This product, over the decades, has been conventionally manufactured using plastic injection moulding and there are set industry standards. The manufacturer might choose to bring in better aesthetics and use improved materials but the process remains the same.
With conventional manufacturing methods, the product is prepared in two halves using a male and female mould as shown in figure 1.2. The male and female moulds are typically designed to ensure optimal cooling and minimal warping of the final product. The time taken to inject the plastic (or any other material) in this case would not be more than 2-3 seconds; but the time taken for the material to cool before being removed from the mould for further processing, is as high as 20 seconds. From this, we can see that the machine down time can be as high as 90%. In most cases, at best, the machine down time is 75% of the total production time.

A typical cooling design is shown in Figure 1.3. The cooling channels are straight and are usually moulded at the time of casting. More optimal cooling designs can be created with conventional methods but it is a trade-off between quicker cooling, less complex (less aesthetic) designs, greater injection pressure and higher energy consumption. Since injection moulding is a relatively low capital, highly competitive industry, the manufacturer has very little room for error in terms of the quality of the final product. In most cases there already exist thumb rules – if one can share the build size, material to be used, and number of cavities along with the volume of parts needed, the manufacturer can rattle off the cost per piece.
This is just one example of how ‘tooling & manufacturing’ have reached a plateau in terms of productivity.

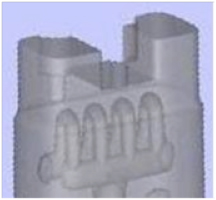
In contrast, additive manufacturing techniques allow for the production of more complex tool designs, whereby the ‘manufacture’ of the tool is not compromised by any design constraints. Taking the same example as above, the new additive manufactured mould can be seen in figure 2.1. Notice the conformal cooling design at the top of the mould. A closer view shows the intricacies that can be delivered by additive methods, as shown in figure 2.2 something that is virtually impossible with traditional tooling design. So what are the benefits of such a design?
The incredible drop in cooling time!
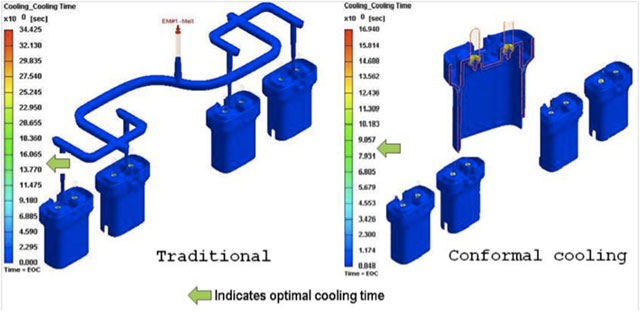
In the earlier conventionally manufactured tool, the optimum cooling time is roughly 14 seconds. With the additively manufactured conformal cooling pattern, the time drops to 8 seconds – nearly half the time. The design not only offers superior cooling, but also provides the advantage of less warping, less injection pressure and savings in power costs.
Additional benefits are also realized in terms of increased production rate and bottom line savings from reduced machine down time. In terms of overall project time, the advantages are huge — because these moulds can be manufactured over night, which when compared with the weeks, and sometimes months, that are required to manufacture a traditional mould is, quite simply, a no brainer.
This article has been based on in-house tests that have been shared for and on behalf of Wipro using the DMLS process from EOS as part of a proof of concept. I am not at liberty to share some of the specific results, but in all, the conclusions that can be drawn are a phenomenal testament to the benefits off additive technology for manufacturing tools and should be shared.
