
GE has published two patents for additive manufacturing acoustic monitoring processes. Referring specifically to powder-bed fusion techniques, GE hopes to simplify the qualification of printed parts with an in-situ monitoring method using acoustic waves. In turn, the company intends to improve the workflow of 3D printing functional metal parts.
Adding sensors to the build chamber
Both filed in 2015 and published in May 2017, the patents refer to the incorporation of sensors inside the build chamber to monitor and verify production.
GE is familiar with the certification process for 3D printing metal parts as the company incorporated a 3D printed component in its LEAP engine, the nozzle, which has now also been certified for use by the Federal Aviation Administration.
Last year GE made a considerable move into the 3D printing industry as it acquired two European additive manufacturing companies in Arcam and Concept Laser. The two companies both manufacture powder-bed based additive manufacturing machines and thus it is likely the patent could be applied to these machines. Since the acquisition, the North American company has expanded use of additive manufacturing technology and recently committed $10 million in 3D printing machines for educational institutions.
Acoustic monitoring method
In the published patent, GE describes the proposed process as,
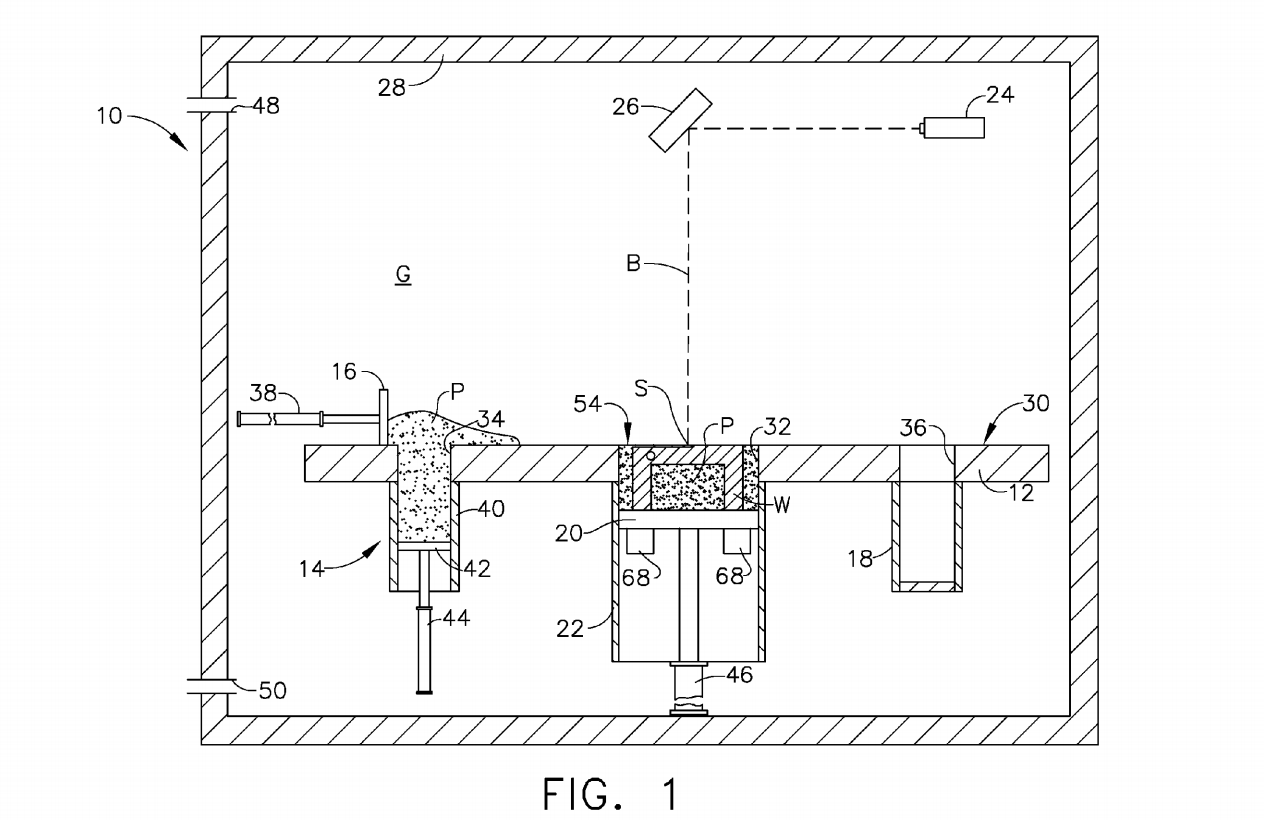
Generally stated, the acoustic monitoring process includes using an acoustic sensor (68) to measure acoustic signals during the build process and monitoring those signals for irregularities indicative of a defect in the workpiece W. The sensor 68 may be mounted in any location within the apparatus 10 where it can receive acoustic signals generated by the additive build process.
In the figure provided by GE, (fig.1) the acoustic sensors (68) are located just below the build plate (20).
Comparing acoustic profiles
According to the patent, the acoustic monitoring process may take place upon completion of the build or it, “may take place in real time.” It uses a “known good” (fig. 4)workpiece as comparison, which means the acoustic profile generated by the sensors is compared to the profile of the already qualified part.
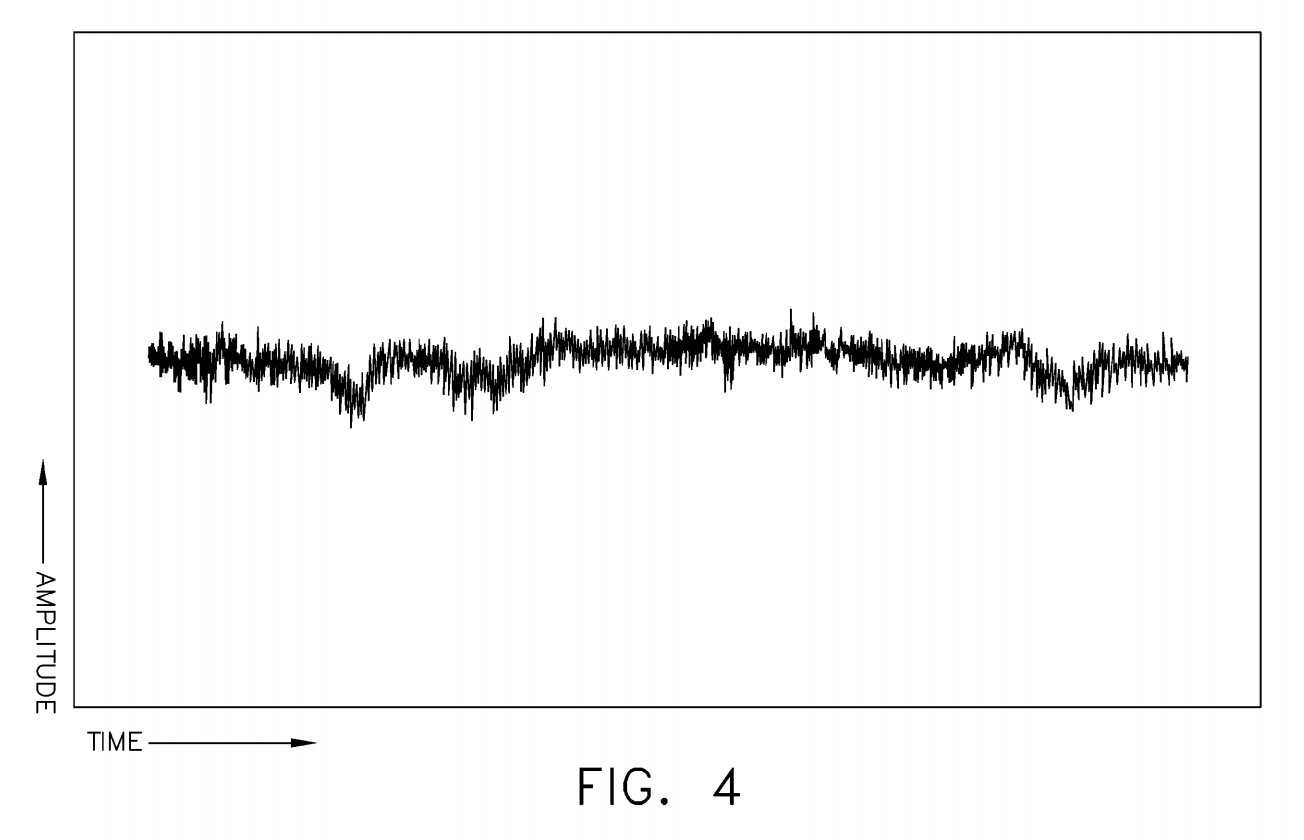
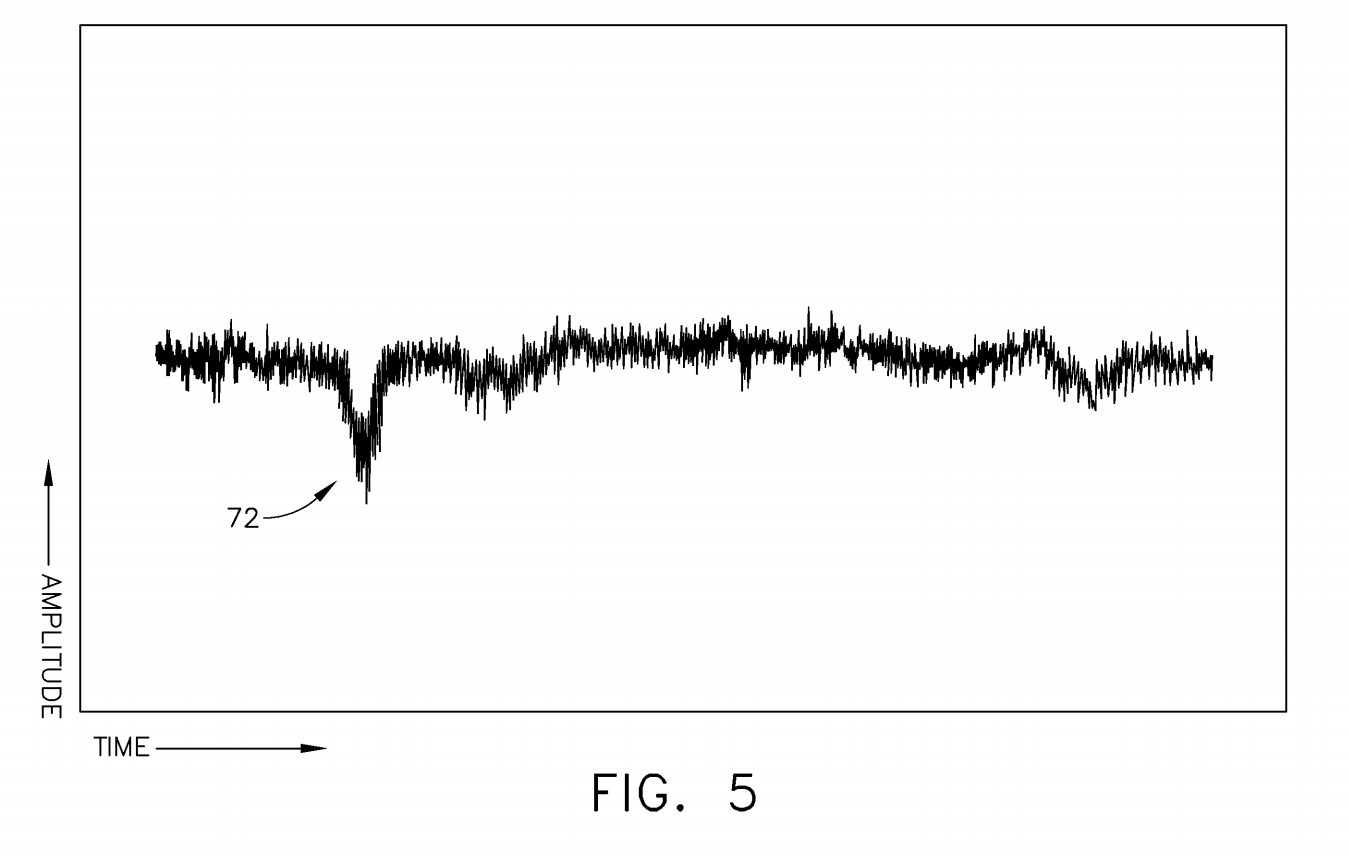
The patent states that “if the workpiece W is properly formed, then the fusing process is smooth and very little variation occurs in the amount of acoustic energy being induced by the fusing process.” While, “if the workpiece W experiences a defect such as a crack or void, it will cause a change in the nature of the acoustic signal propagating through the apparatus 10.” This change is shown, 72, in fig.5 and, in other words dips in the line mark the then the part as defective.
Certification of additive manufactured metal
One of the hindering factors of using additive manufacturing to create final functional parts is the qualification of the resulting objects. Currently, the method typically involves use of a CT scanner which adds an extra process to production and can be quite time intensive. This is a known issue for companies in the industry of 3D printing metal parts, and GE’s Concept Laser has similarly developed a ‘QM meltpool monitoring’ system which uses a photodiode and a camera to monitor the printing of parts.
However, with its latest invention, General Electric believes it may have “the potential to eliminate post-build quality control processes such as CT scanning currently used in the prior art.”
The full patents have been published online, Acoustic monitoring method for additive manufacturing processes, and Non-contact acoustic inspection method for additive manufacturing process. For all the latest 3D printing news, subscribe to the most widely read newsletter in the 3D printing industry, follow us on twitter and like us on Facebook.
Featured image shows Direct Metal Laser Melting solution from GE Additive. Photo via GE Reports/Chris New
