This one is big, and not just in terms of the the size of the machine, which is capable of producing fully-dense metal parts with a 550 mm diameter, 460 mm height and up to 600 Kg in weight. This is big news because Hermle’s new MPA 40 system can produce these fully dense parts with made up of several different metals, by implementing an innovative new process called MPA (Metal Powder Application).
The machine does this by integrating a 5-axis CNC industrial milling system and a new process that binds together the metal powder through a thermal spray process based on lower kinetic compacting rather than high energy lasers, seen with other metal printing machines. A team of 20 engineers from Hermle, a German-based leader in the development of 5-axis milling systems, developed the MPA 40 over a period of seven years in the company’s R&D centre in Ottobrunn, near Munich.
The way the MPA process works is by using a powder application nozzle mounted alongside the vertical milling spindle, with a heater built into the rotary swiveling table between the 4th and 5th axes. The AM production cycle involves clamping an application-specific faceplate onto the rotary table, importing the CAD model of the component to be produced, and converting the 3D data into successive micro-forging and milling cycles, which can be followed by water quenching and heat treatment, if necessary.
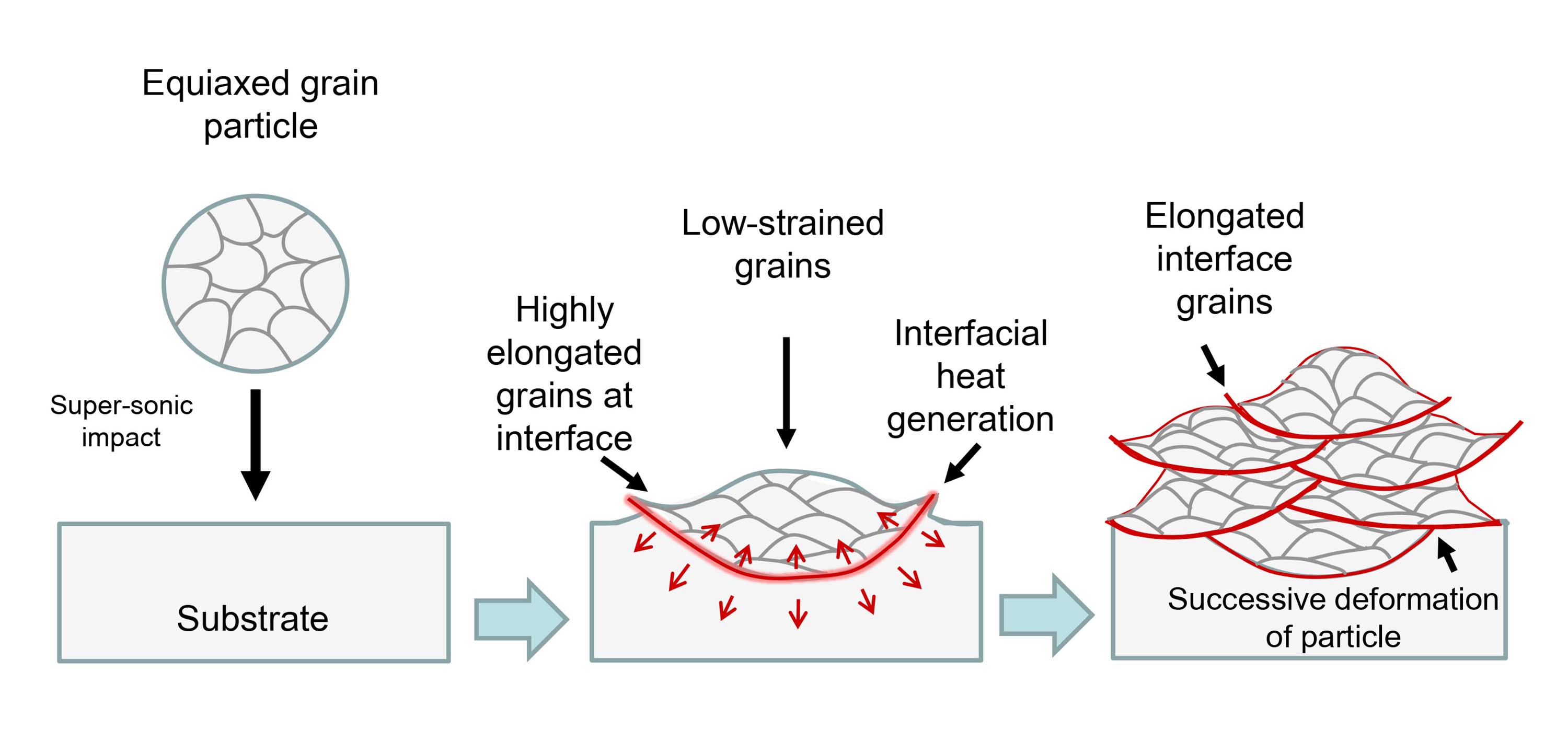
The MPA 40 machine is thus an evolution of Hermle’s C 40 U CNC milling system. The heat source to melt the metal particles is provided by a high-energy jet of super-heated steam which propels the metal powder suspended in nitrogen through a Laval nozzle, onto a substrate, at three times the speed of sound. It sounds like science fiction but we are getting used to it. This impact creates local pressure of 10 GPa (an extremely high-pressure chemical reactor reaches just 1 GPa, 10 GPa is the pressure at which solid oxygen forms at room temperature) and temperatures up to 1000° C. This allows the machine to forge the powder particles together. The fully-dense, bonded layer is then machined with the 5-axis CNC, before another layer is deposited.
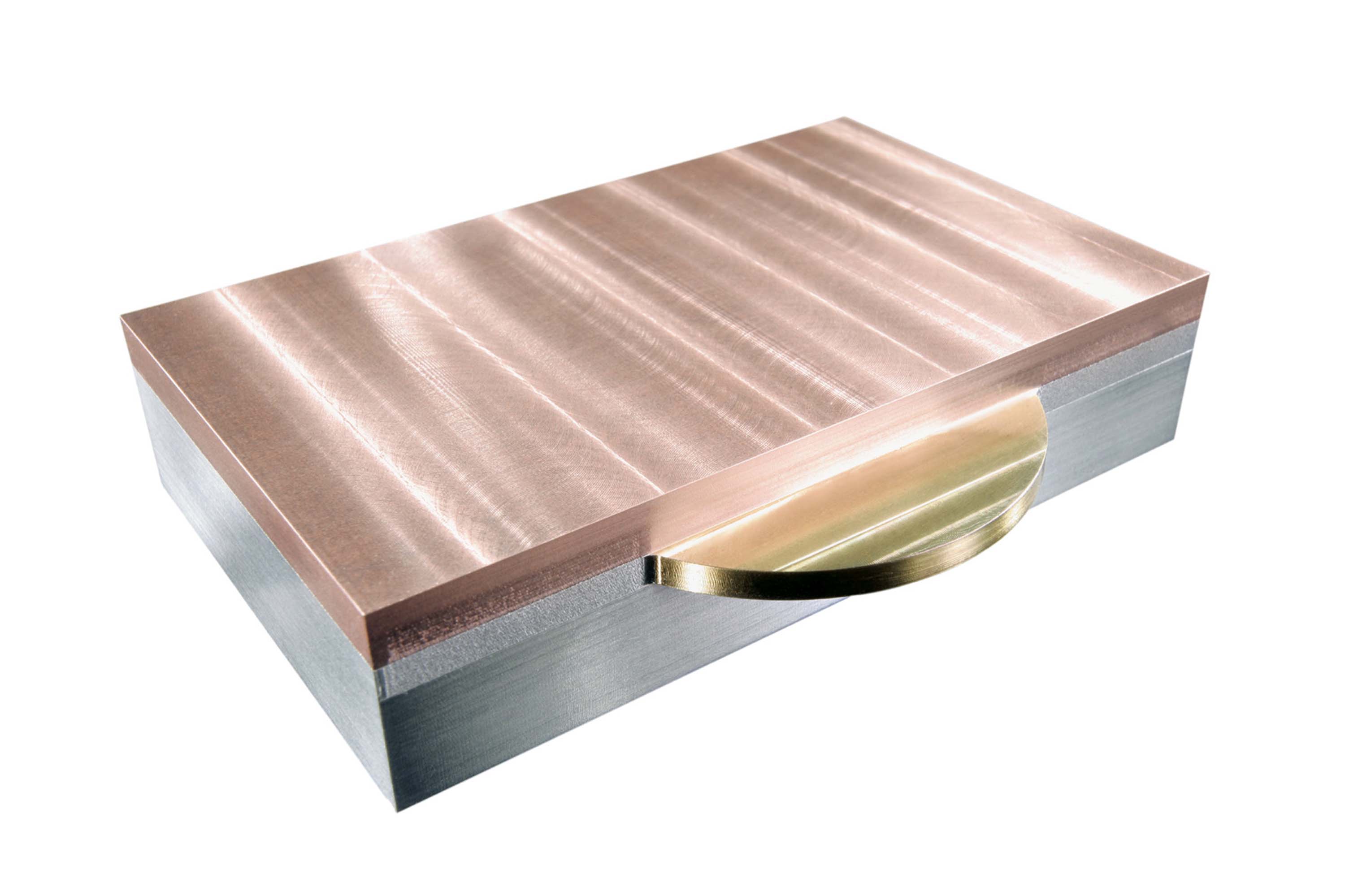
Perhaps the most interesting aspect of MPA technology is that is can use powder grains between 25 and 75 microns of different metals with either a sharp or a smooth transition between them. These different metal powders are stored in sealed drums and currently include 1.2344 and 1.2367 hot-working steels, 1.4404 stainless steel, copper, bronze, titanium, and aluminum, which are most of the metals currently used in all other types of metal AM process.
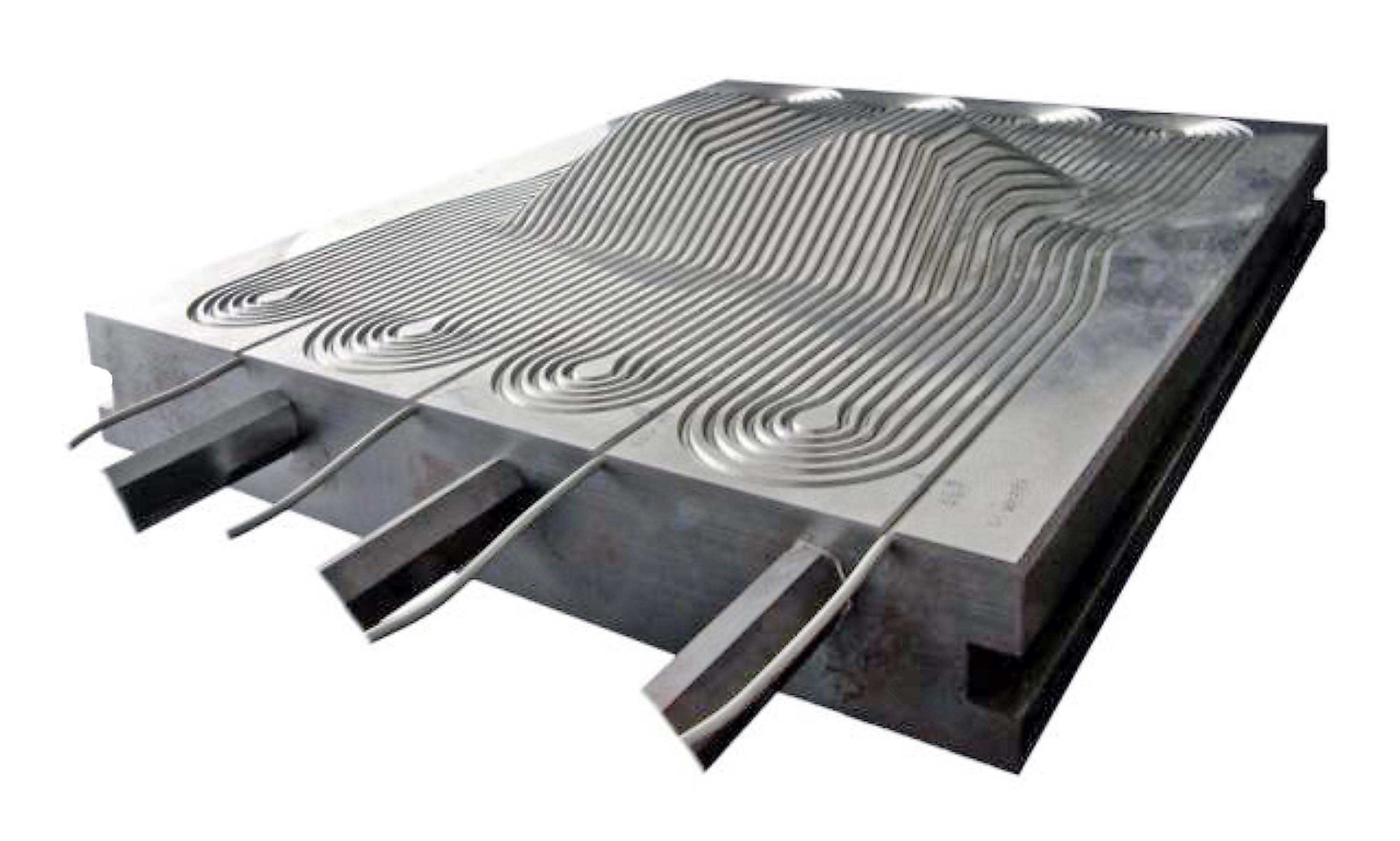
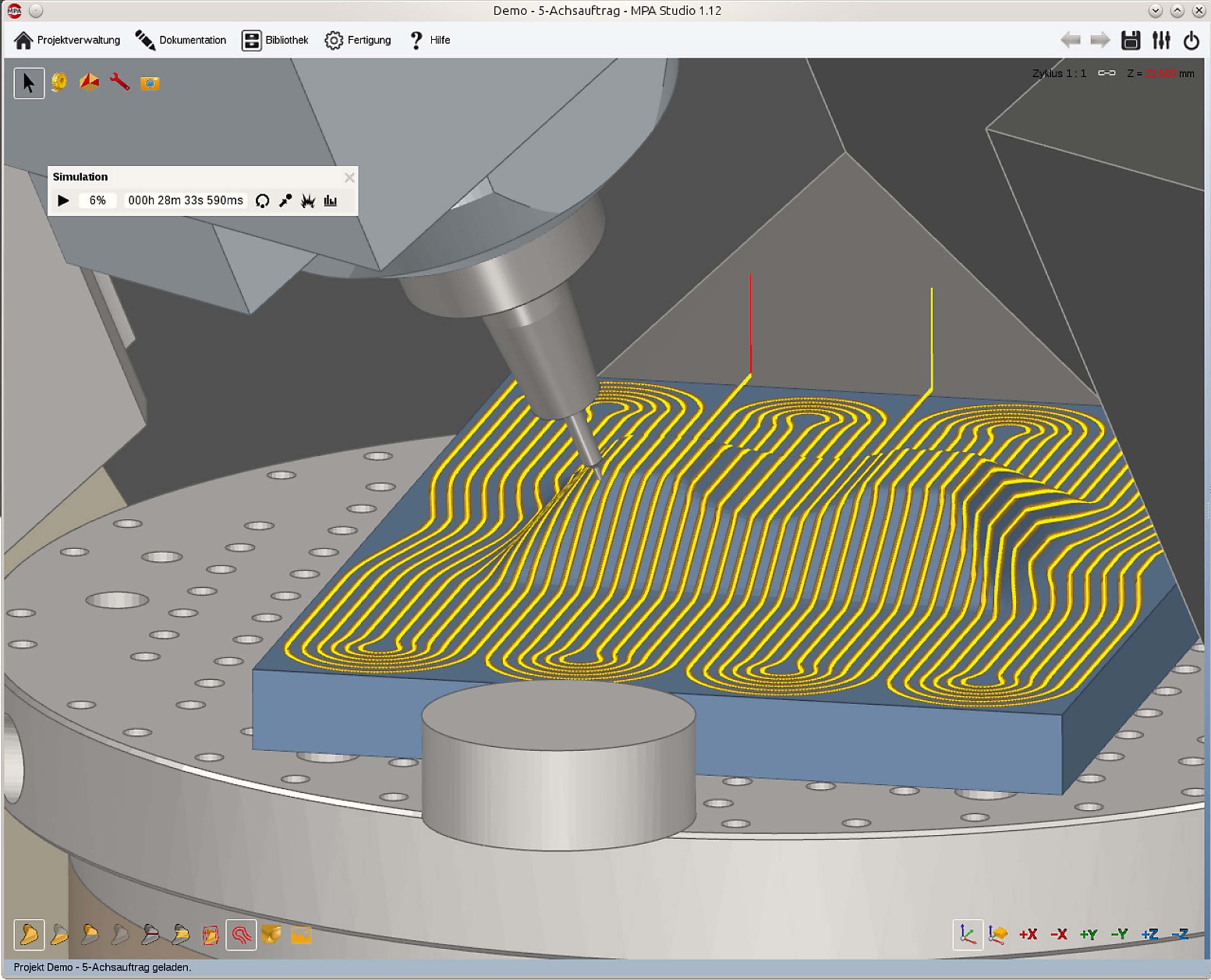
Although MPA is slightly more limited than laser-based AM in terms of internal geometry, almost any internal geometry is possible by using a water-soluble filler material to create internal features, such as conformal cooling channels in plastic injection moulds, that would be impossible to machine conventionally. The MPA-Studio CAM software developed by Hermle enables layer-by-layer analysis and machining to build the component geometry in order to alternate additive and subtractive cycles.
Hermel is currently consulting with German customers to identify suitable applications, discuss how the process can be implemented and produce special, dedicated parts for them. Gosport-based Geo Kingsbury is having similar conversations with potential users in the UK and Ireland. AM technologies thus continue to evolve offering new opportunities to manufacturers and engineers. The best part of this trend is that manufacturers can now make multi-metal components by AM, the challenge that ensues is that companies need to start thinking about ways to exploit these new opportunities.