3D Printing Industry (3DPI) asked me to test out some filament from a new manufacturer, Spectrum Filament based in the UK.
Over the last four years I have used many different types and sources of 3D printing filament, both good and bad that has been manufactured all over the world, so I agreed to take a look, here are my findings along with some general advice and guidance along the way.
Spectrum manufacturers its filament in the UK and is currently producing PLA in 1.75mm and 3mm, sized for the 3D printing sector.

The filament comes packed in cardboard boxes. No bags or desiccant are being used, this is not usually a problem with cardboard as it’s hydroscopic and will absorb ambient moisture.
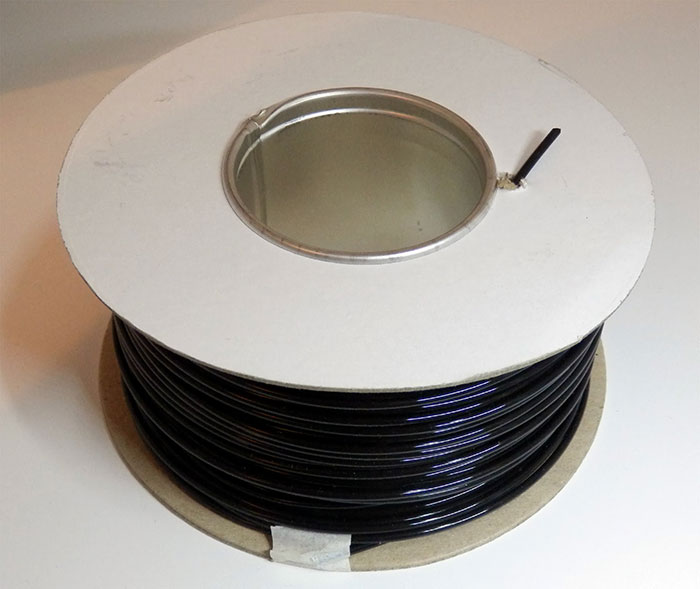
The filament itself is wrapped around a cardboard and metal core reel, the same sort used for electrical cable.
It would be good to have had some marking on the reel, a label with material name and colour would help identify replacements when re-ordering, it took me some time to match them with the website, and I’m not sure if I have called them by their correct names below.
One problem with this reel is that the metal seam causes some issues for a typical filament spool holder. The reel clanks over and over this join every few minutes of printing, getting worse towards the end of the reel when it’s lighter and the tight coil pulls the reel forwards. All reel spools need some friction to stop them self unwinding, so depending on how you mount your material this is likely to be a noisy problem for you.

The biggest issue with the current packaging is that cardboard fibers are all over the filament.

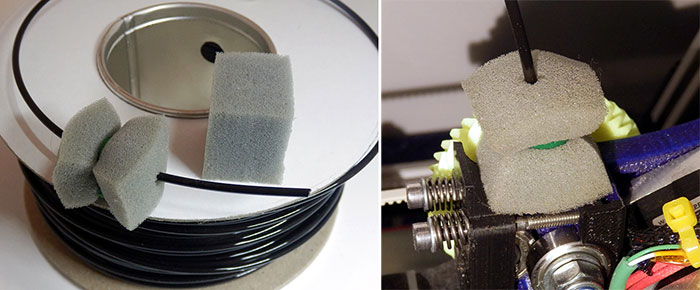
It’s a good idea for any filament to use a fluff catcher — regardless of how well it’s been stored you will usually get some debris on the raw filament over time. A simple solution is to use a section of sponge, push the filament through and add some pressure with a zip-tie or rubber band. Have the sponge at the entrance to your extruder drive, I can’t stress enough how important it is not to let fluff, dust and debris into either the extruder drive gear or the hot-end melt chamber. It’s very easy to clog up a 3D printing extruder even with the smallest amount of foreign material that does not melt.
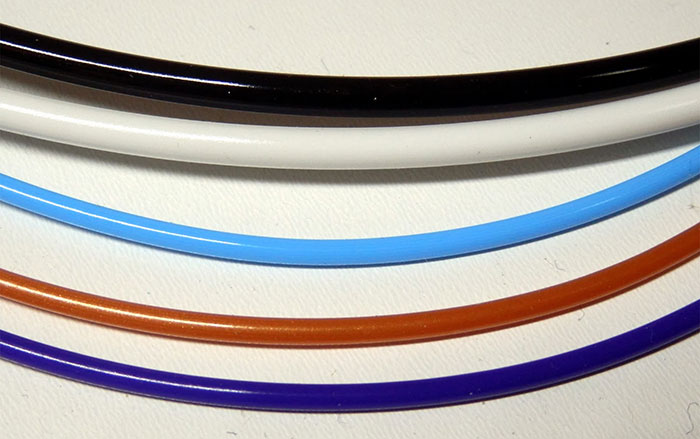
I had five filaments to test from Spectrum, Black and White in 3mm diameter, Bronze, Teal and Patriarch in 1.75mm
The filament spools had a consistent weight and after deduction of the empty reel weight (116g) it showed 100m of material was supplied on each.

The next test was to check size, roundness and consistency. For this I measured the start, middle and end of each reel as they were being used.
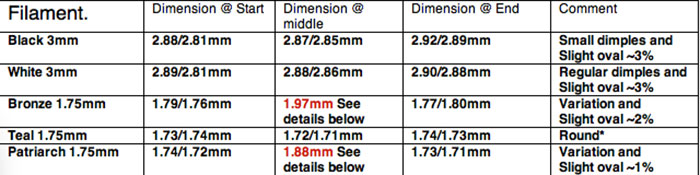
I found some minor differences in roundness and consistency, this is slightly less of an issue for 3mm material, but the 1.75mm will cause a variety of problems. (See comments further on).
It’s important for the filament to be consistent in both diameter throughout the reel and to also be round, an oval filament causes all sorts of problems with the a variation in volume of material and the feed rate as the extruder drive diameter changes due to size whilst rotating.
I could feel some marks on the filament as I ran my fingers along each length so I examined the surface and also decided to do a more detailed check of the diameter. At regular lengths (every five or six coils) the white 3mm filament was clearly showing indents in the filament, the black had similar but smaller surface imperfections, too hard to photograph.

The Patriarch (1.75mm) also had a number of bumps and dimples along the surface, at less regular intervals than the white, but this caused me some concern being on the smaller diameter filament.

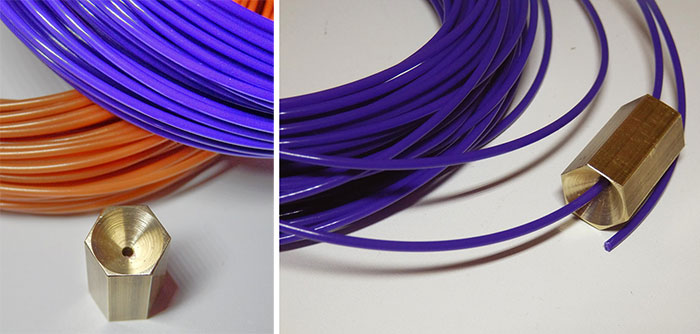
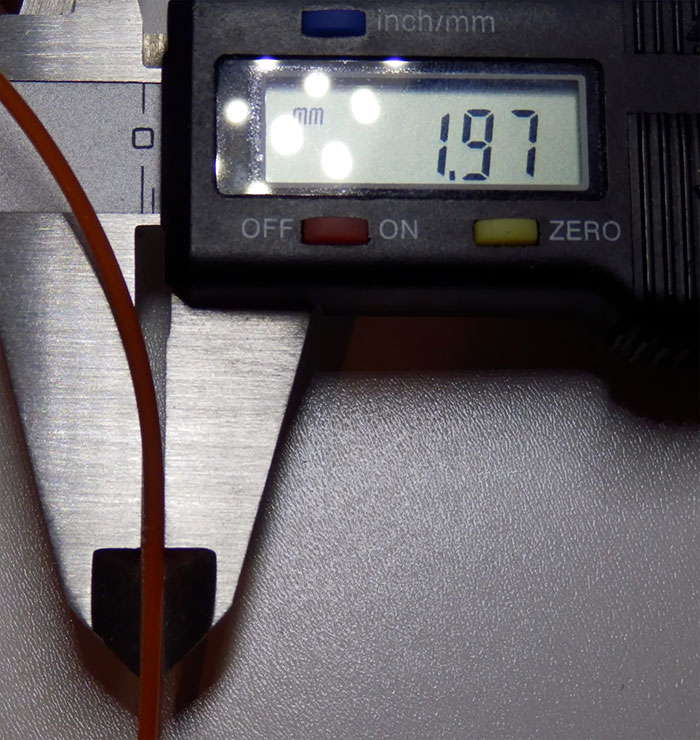
I decided to check 10m of the 1.75mm filaments with a home-made die — this is a section of brass with a hole drilled with a 5/64″ bit — to give a metric 1.97mm hole. Experience has shown that this dimension is the very maximum size I can use in a direct drive extruder without causing jamming, skipping or excess nozzle pressure.
The Patriarch showed more problems, and at points along the 10m sample section, where pimples were present on the filament, it was a tight fit, I measured around these points and found some widening of the filament along the reel.


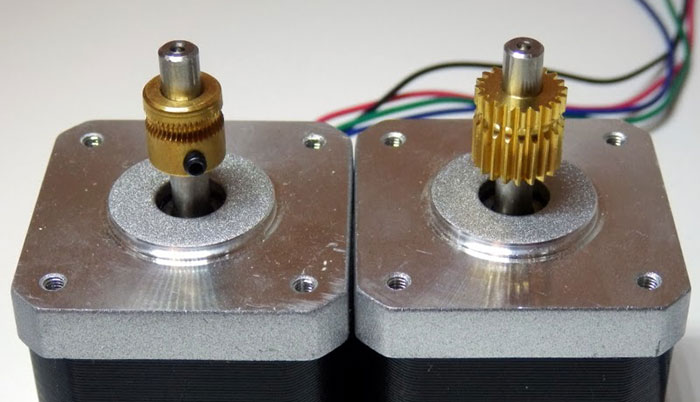
A direct drive extruder uses the motor shaft to directly drive the filament. A strong motor is required and as many 3D printers use a constant pinch pressure or very limited movement, fatter diameter filaments can cause issues with this type of drive mechanism. Printers like the Makerbot Replicator, the Afinia (PP3PD), Solidoodle, QUBD and many others are fitted with an extruder drive similar to that in the image here:
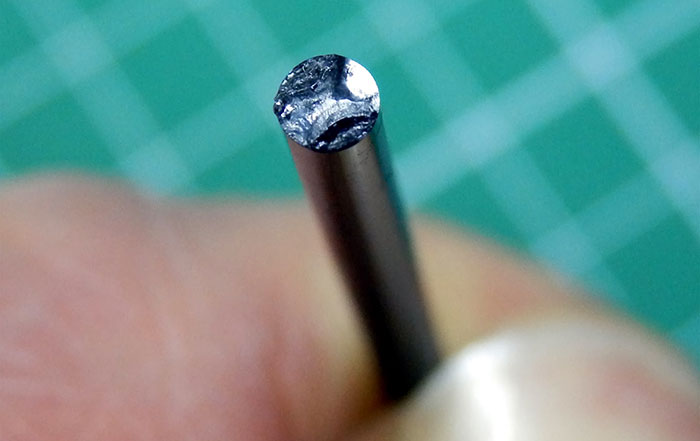
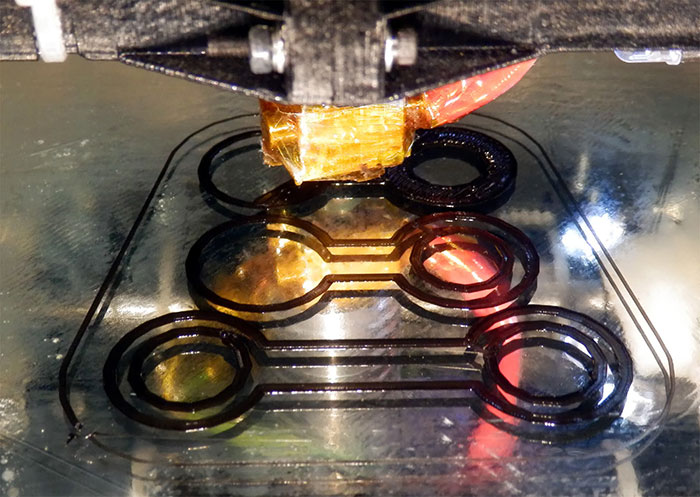
I installed Bronze 1.75mm into two different machines both running direct drive extrtuders, the image below was where the Bronze jammed up and the print failed, measuring the diameter it was just above 1.9mm. The Patriarch was a little better but that also jammed up 2 hours into a 15 hour print.
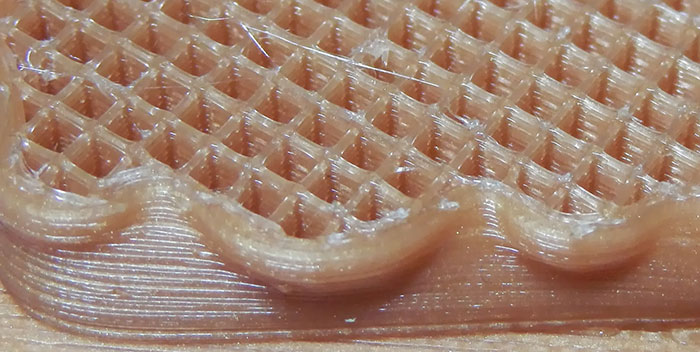
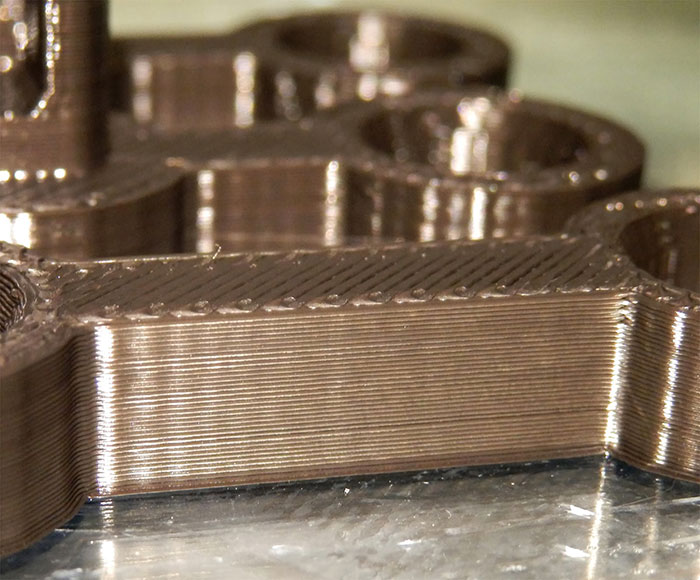
Some issues can often be overcome with a slight increase in extrusion temperature, this was not the case for the Bronze or Patriarch. Another tell-tale issue of over-diameter filament or increased material pressure is with extruder stall, you can hear the extruder skip and jump, and these show up as areas of missing material, usually easier to see on a solid infill. The image below may look like a good solid infill, but in two places from top to bottom there are missing lines just under the top layer, which, on the perimeter of an object, show up as gaps.

The Teal 1.75mm material didn’t jam in any machine, both direct drive and geared. This was also the reel with the best measured tolerances supplied.
Bonding of all material to the bed was excellent, I had no issues at all, with both tiny detailed parts and very large prints.
Despite the pimples and dents in the filament, which do show up on the printed models, I am happy with the properties of the PLA.
All the PLA showed very low warp and bonded well to heated clean glass, coated PVA glass, acrylic and blue tape.

I printed off many of these stones for Project Egg (below image) — these are big parts, 182mm wide and 100mm high. If you get a chance to contribute to Project Egg please take a look and get involved.

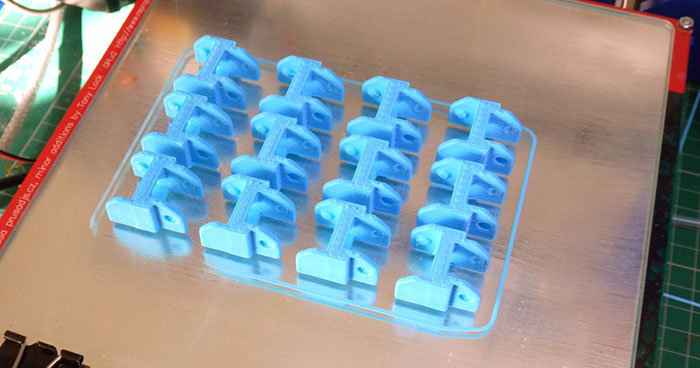
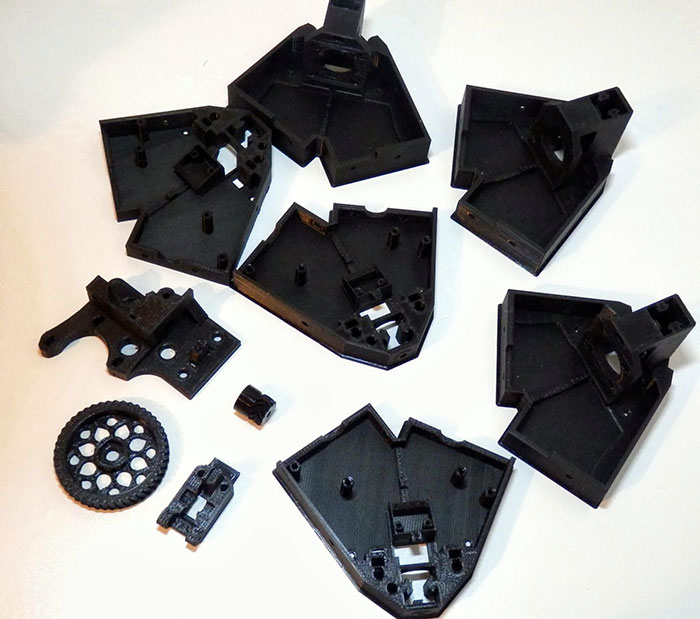
This is what 80M of 3mm filament will print out, the large parts are around 130mm wide by 60mm tall, all these parts have a high level of material infill at around 45% to 100% in places:
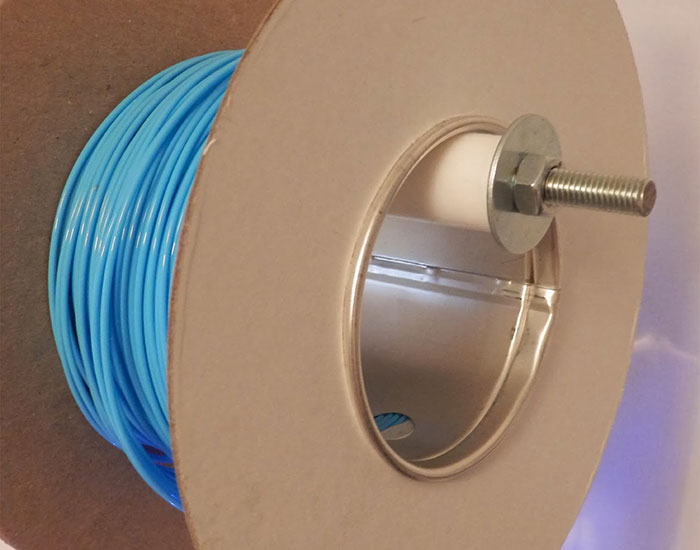
 Spectrum reels have a 75mm inner diameter core giving a very tight and springy coil, it’s not going to unwind on you. I’m not a big fan of small reels, I do use some with 1.75mm material, but generally I will not buy 3mm material if it’s very tightly wound on a small reel, this is one area we as an industry need to get a more common and agreed standard on the mechanical dimensions of spool sized and mounting methods.
Spectrum reels have a 75mm inner diameter core giving a very tight and springy coil, it’s not going to unwind on you. I’m not a big fan of small reels, I do use some with 1.75mm material, but generally I will not buy 3mm material if it’s very tightly wound on a small reel, this is one area we as an industry need to get a more common and agreed standard on the mechanical dimensions of spool sized and mounting methods.
It’s also very common for most material manufacturers to use additives (especially in PLA). I checked with Spectrum on this and they do add a small amount of impact modifier to help with flexibility. I had suspected this as forming tight coils on small reels can lead to material breakage when unwinding, unless a modifier is used.
I have generally not observed any printing problems or benefits caused by impact modifiers in the plastic, but I have seen many issues with tightly wound reels in the past. These typically manifest as increased force required to extrude as the material is in a tight arc and extra pull-back on the extruder feed. In one example with 3mm PLA and a 50mm inner diameter cored reels, I had the entire Z carriage of the 3D printer lifting up from the pull-back on the tightly wound filament, this at first caused poor quality printing and then as the reel reached the last 1/3 the Z carriage lifted completely off and total print mayhem ensued. I’m very wary ever since.

I have in the past seen print quality issues with other types of plastic also being mixed with PLA, this was a more common problem in the early days when 3mm plastic welding reels were being used for 3D printing, many manufacturers now have dedicated processes for 3D printing.

The Spectrum reels have a 75mm inner diameter core, this is about the smallest diameter I would consider for 3mm material. I did not observe any print quality reduction when using both the White and Black 3mm reels even to the end of the coils. My only observation on this would be that I am using a powerful motor and geared extruder for the 3mm drive so I would like to know how well a machine like the Ultimaker 2 that uses a direct drive 3mm extruder manages with this size of coil towards the end.
I have tried to pick up on every important detail in this review, not to be over critical but to highlight both the problems and improvements needed for any material suppliers to consider when producing consumables for the 3D printing market.
The printing properties of this filament are very good indeed, colour is deep and Spectrum have a fantastic range already available, they even have a custom RAL colour matching service.
I have no doubt that with direct control over the manufacture, Spectrum can refine the quality and dimension consistency for this material.
I do hope for a better solution to the reel mounting and feeding; but, I do have a 3D printer (or two), so making a custom spool holder for this size of reel is not out of the question. Another suggestion would be that Spectrum could offer an STL file for a spool holder for customers to print.
Other than that, I would love to be bold and suggest that we all try for a universal filament spool size, but I know that is going to take some time and effort to do — doesn’t mean we shouldn’t try though.
As a professional courtesy, 3DPI’s Editor gave Spectrum Filament a preview copy of this review. This is their pro-active and encouraging response:
We are pleased with the positive appaisal Richard gave to the printing properties and colour range we supply. With regards to the issues he raised, we would like to emphasise that we are a responsive supplier and keen to work with the 3D printing community to improve filament quality.
 As an example of this, I’ve attached a picture of our new packaging. Richard had mentioned his worries about packaging dust in an earlier communication. Since then we have begun to wrap all shipped filament in cellophane to reduce the risk of dust. We have also started labelling each individual box and reel to make our packaging more convenient. We hope this goes some small way to provide tangible evidence of our responsiveness to feedback.
As an example of this, I’ve attached a picture of our new packaging. Richard had mentioned his worries about packaging dust in an earlier communication. Since then we have begun to wrap all shipped filament in cellophane to reduce the risk of dust. We have also started labelling each individual box and reel to make our packaging more convenient. We hope this goes some small way to provide tangible evidence of our responsiveness to feedback.
Since we received the review copy we have also begun to examine the issues that arose with some of Richard’s filament and provide solutions. Spectrum is committed to working with the community to provide the best filament available on the market.
