Selective Laser Sintering is a 3D printing process that enables the production of smooth, durable, and self-supporting complex parts. Within SLS, nylon materials such as polyamide 12 (PA12) powder is used for high-end and mechanically demanding parts components due to its advanced material properties.
In a recent study, researchers from the University of Sheffield and Germany’s Leibniz Institute for Plasma Science and Technology, examined the effects of plasma treatments on PA12 powder for SLS 3D printing.
During the researcher team’s experimentation, it was observed that PA12 powder demonstrated an increase in wettability and density, which enables an improved material for applications that require high solubility.
Plasma treatments methods
Despite PA12’s hardness, tensile strength, and resistance to abrasion, due to its long organic compound (methylene chain), this material tends to have the lowest swelling and solubility in liquids such as water. As a result, PA12 has difficulties when bonding to other polymers to form thermosetting resins – materials that form under heat but do not melt or soften upon reheating.
Seeking to improve the hydrophilic (a substance that tends to mix or dissolve with water) properties of PA12 and PA12 composite materials within SLS, the research team used two methods to modify the powder.
Firstly, the PA12 powder was exposed to a low-pressure air plasma treatment (LP‐PT) for a maximum of three hours. This process used thin layers of PA12 powder inside a glass cylindrical chamber where its surface was exposed to layers of plasma at 100 watts of power.
The second treatment was conducted using two different cold atmospheric pressure plasma jets (APPJ). Using an argon gas environment – similar to the Rapid Plasma Deposition (RPD) process – a thin layer of PA12 powder was treated for a maximum of six minutes within a plasma pen device at atmospheric pressure.
The treated powders were then sealed in a glass jar.
A soluble solution
Following several wettability tests, the researchers concluded that the properties of the treated PA12 powder did improve in terms of solubility. This means that plasma treated PA12 powders can be used within water-based industrial applications, such as 3D printed coatings.
“The treated PA12 powder became wettable, denser, and porous which results from the incorporation of oxygen groups, dissociation of carbon bonds with the accompanied removal of volatile products and amorphous components” stated Alaa Almansoori, Ph.D. researcher at the Department of Materials Science and Engineering, University of Sheffield.
With the promising results of their research, the team recognizes that further work on characterizing the chemical and physical changes of plasma treated PA12 is required.
Keep up with the latest news in 3D printing by subscribing to the 3D Printing Industry newsletter. Also, follow us on Twitter, and like us on Facebook.
Looking for a chance of pace? Seeking new talent? Search and post 3D Printing Jobs for opportunities and new talent across engineering, marketing, sales and more.
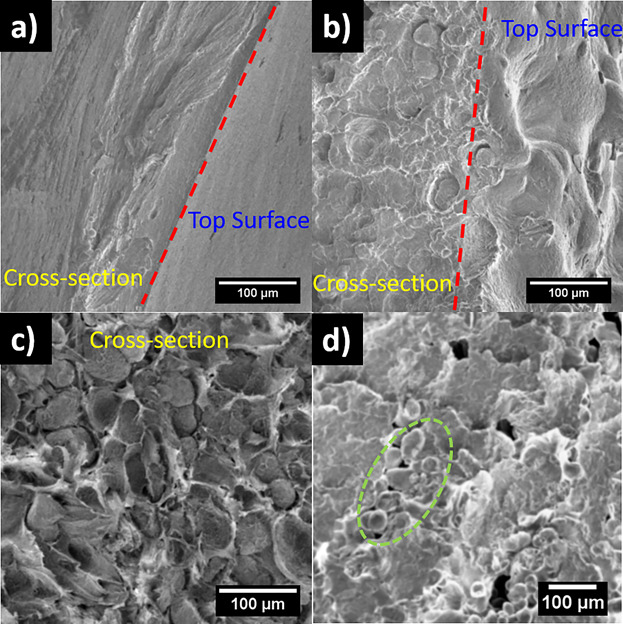
Featured image shows Top surface and cross-section of the nontreated PA12 part, (b) Top surface and cross-section of 1 h treated PA12 part, (c) Cross section of treated PA12 part, and (d) Cross section of LS PA12 part sample (green circle highlights unmelted powder). Image via Plasma Processes and Polymers, Volume 15.