We take successful 2D printing for granted in the home or office. Simply press [CTRL+P] and what you see on the computer screen materializes in short order. Achieving the additive manufacturing equivalent of this simple computer command is a lofty goal that remains a central challenge for the broader 3D printing industry. Printing a part successfully the first time holds significant value for users, particularly for processes like laser powder bed fusion (LPBF), where machine time and material cost are higher than other processes. 3D printing parts that meet the intended dimensional tolerances without material defects requires fine control and optimization of numerous parameters. Only recently have developments in printer control software and in-situ sensor data made feed-back capabilities more common and predictive feed-forward capabilities possible.
Feed-back control is present in everyday life, from keeping your home warm in winter to turning an oven on to bake something at a set temperature. Every time a control variable such as temperature reaches a certain value, a controller sends an instruction to do something in order to return the control variable to the desired range. Feed-forward control provides a more sophisticated mechanism for maintaining a value in a system, and benefits from the fundamental error correction provided by feed-back control. The feed-forward system uses a model of the system and logic to turn inputs into instructions without measuring the control variable. In the case where the feed-forward controller provides instructions that result in an error, the feed-back controller corrects the error based on the control variable output from the system. In the case of keeping your home warm in winter, a feed-forward system would take your home’s size, insulation rating, the time of day, your preferences, and the weather forecast into account for maintaining temperature more efficiently. For complex systems with numerous variables, feed-forward combined with feed-back control offers the opportunity for more precise control than with feed-back control alone.
In today’s industrial 3D printers, in-situ process control is becoming more prevalent as demand for consistency and quality for part qualification increases. Numerous 3D printer manufacturers incorporate some level of closed-loop monitoring and control including most LPBF systems manufacturers, Essentium, Digital Alloys, Sciaky, Vader Systems (acquired by Xerox), Aconity3D, and Inkbit to name a few. There are also thermal sensor systems available for LPBF systems from Sigma Labs, Stratonics and Additive Assurance. Although most industrial 3D printers now use various cameras, position sensors, and temperature sensors for data collection and basic feedback control, few companies have demonstrated sophisticated feed-forward process control capabilities despite the dozens of statically set variables influencing the print process. The process simulation software expertise necessary to develop feed-forward models based on multiphysics finite element analysis and sensor data is not prevalent with many 3D printer manufacturers. Velo3D is one of the exceptions, having developed a feed-forward simulation capability that informs its closed-loop control system and provides real-time process control for consistent LPBF printing. Furthermore, the simulation and associated feed-forward capabilities developed at Velo3D are core to the company’s increased geometric freedom and limited use of support structures in LPBF printed parts.
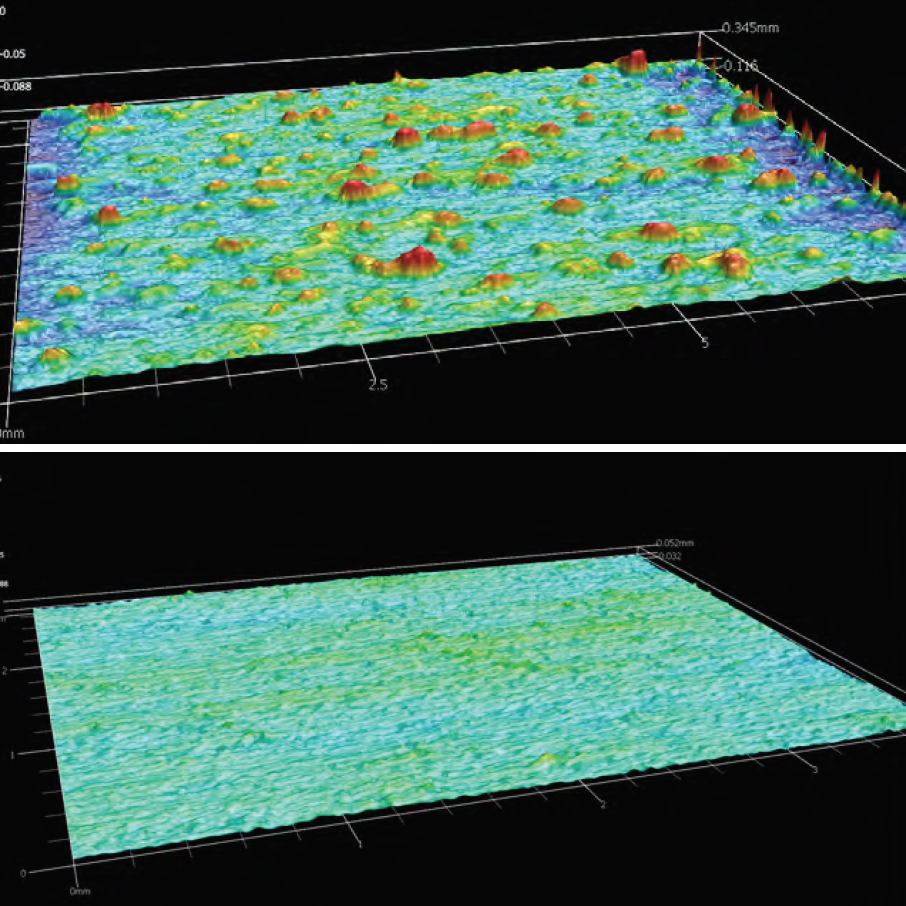
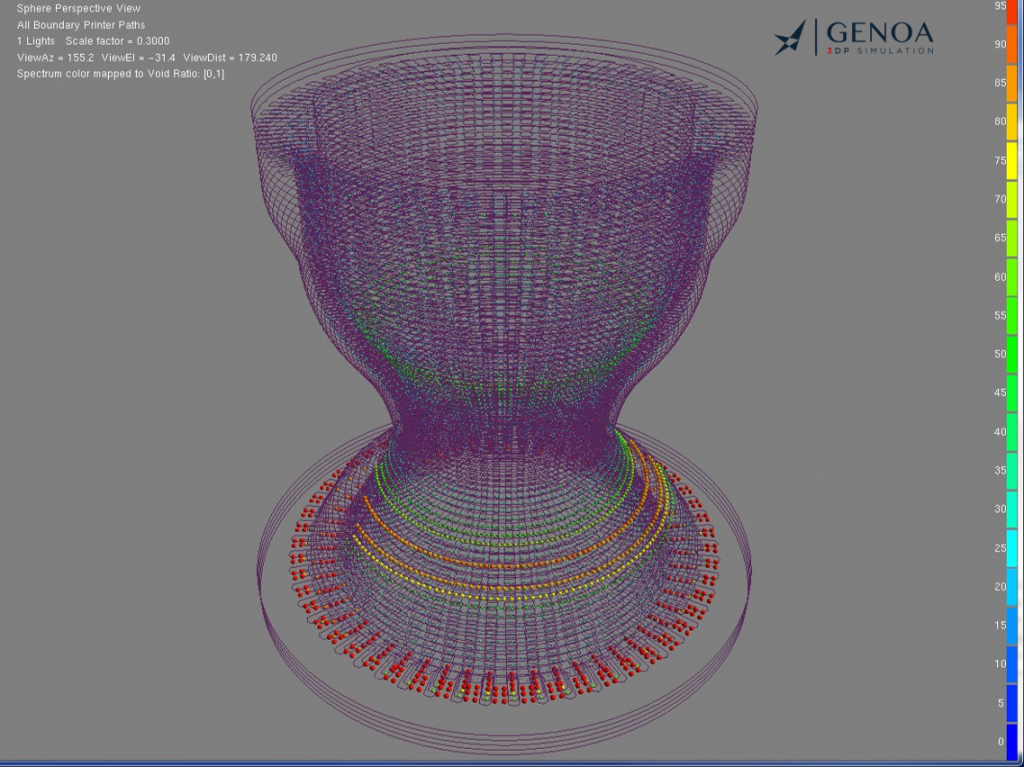
To gain further insights into what makes feed-forward capabilities possible, 3D Printing Industry spoke with AlphaSTAR Corporation, a leading simulation software developer in additive manufacturing that has been developing a feed-forward control system for the last two years as part of various Department of Defense Small Business Innovative Research (SBIR) grants. One project entitled “Feed-Forward Controls for Laser Powder Bed Fusion Based Metal Additive Manufacturing” was sponsored by the Office of Naval Research and carried out in collaboration with the University of Dayton Research Institute and its custom-built LPBF system called the Advanced Technology Laser Additive System (ATLAS). AlphaSTAR contributed its expertise and existing materials modeling and process simulation software to develop a layer-to-layer feed-forward control system that adjusts printing parameters and minimizes powder bed variability. Taking data from sensors monitoring each printed layer, the feed-forward models calculated adjustments in scan speed, laser power, and maximum temperature in time to adjust printing the next layer. The result is printing high-value parts such as the heated chamber pictured below on the first or second attempt rather than after 10 attempts.
When asked about the computational requirements and the potential use of machine learning, Dr. Frank Abdi, the principal investigator on the project, said that “The [feed-forward] model demonstrated success using the data from the present build alone; the goal was to produce accurate models within the time frame we had: between 6 and 15 seconds for most systems”. On machine learning, he noted that the project “Was not opposed to using it, but that it was not necessary in addition to simulation for the subset of parameters optimized here”. In other words, simulation coupled with design of experiments optimization and multi-parameter analysis was an appropriate foundation for building and enabling feed-forward control. Ultimately, the project demonstrated some of the benefits that physics-based process simulation can bring to prototyping and production 3D printing applications.
With sensors and process data management becoming more commonplace, feedback control across all relevant parameters will become a standard feature in industrial 3D printing, followed eventually by the implementation of simulation-based feed-forward process control. Enabling this feed-forward process control are the process simulation capabilities from companies such as AlphaSTAR, MSC Software, ANSYS, Additiveworks, Siemens, Autodesk, and Dassault Systemes and relevant FEA solutions from SciArt LLC and Simscale. The next few years will see software providers collaborating more and more with printer manufacturers on process simulation and control to achieve increased consistency and higher quality production parts. The seemingly simple feature for automatically stopping and notifying when there is a problem with 2D printers is now becoming commonplace in 3D printing. The industry is finally converging on this capability and users should expect subsequent 3D printer generations to adapt and solve basic problems once they occur, and ultimately before they ever arise.
For more of the latest 3D printing applications subscribe to the 3D Printing Industry newsletter, follow us on Twitter and like us on Facebook. Seeking jobs in engineering? Create a profile on 3D Printing Jobs, or advertise for free to recruit additive manufacturing experts.
Featured image shows a heated chamber virtually printed in Inconel 718. Image via AlphaSTAR Corporation
