Farsoon Technologies, a Chinese metal and polymer 3D printer manufacturer, has devised a method to produce H13 tool steel parts by laser sintering. After parameter optimization tests, the company has managed to 3D print H13 with properties comparable to those made by forging.
In collaboration with American tooling production company Next Chapter Manufacturing, Farsoon has applied this technology to manufacture lifters, used to cool and separate parts in injection molding.
H13 tool steel in manufacturing
An incredibly versatile alloy, H13 is widely used in tooling and die industries. Its properties include high resistance to compression, thermal shock and abrasion. The material is applied to a broad range of components, including extrusion dies and high toughness, polished injection mold components. Because of its high toughness and good stability in heat treatment, the most common applications of H13 is hot work tooling.
As such a versatile material, manufacturers are seeking to expand H13’s use in 3D printing. In 2018, multi award winning 3D printer OEM Markforged made a H13 filament for its desktop-sized Metal X 3D printer. Metallum3D, 3D printers and filaments manufacturer, is currently developing H13 filaments for FDM/FFF printers. There are also on-going projects from ExOne and ORNL to develop 3D processing of H13 Tool Steel.
Processing H13 in Direct Metal Laser Sintering (DMLS) however proves difficult. During welding, the carbon content in the alloy is easily vaporized and contaminates the powder surface. Due to H13’s high carbon content, DMLS of H13 leads to issues such as internal flaws, porosity and thermal cracks, especially in the area of stress concentration.

3D printing with H13
Farsoon and Next Chapter Manufacturing have an ongoing program to produce robust H13 tooling using DMLS. The partners believe the way to overcome the technical challenge lies in finding the optimal processing parameters.
To optimize the process, Farsoon has conducted a large number of tests. Laser power, scanning strategies, internal stress releasing as well as heat treatment all influence the part’s mechanical properties. Using the optimized parameter set, thermal cracks from welding are eliminated. The 3D printed H13 achieved a high relative density of over 99.0% and as-build hardness of approximately 50 HRC. Tests results also show that the additively manufactured H13 parts exhibit excellent mechanical properties that are fully comparable to wrought H13 material. The data below compares the mechanical properties of H13 part made by forging and Farsoon DMLS process.
| Mechanical Properties | Forging Process | Farsoon DMLS Process |
| Tensile Strength (Mpa) | 1500 – 2000 | 1700 – 2000 |
| Elongation at break (%) | 6 – 10 | 6 – 10 |
| Hardness (HRC) | 46 – 52 | 48 – 52 |
| Part Density (g/cm³) | 7.80 (Theory) | 7.73 – 7.77 |
| Relative Density (%) | n/a | > 99.0 |
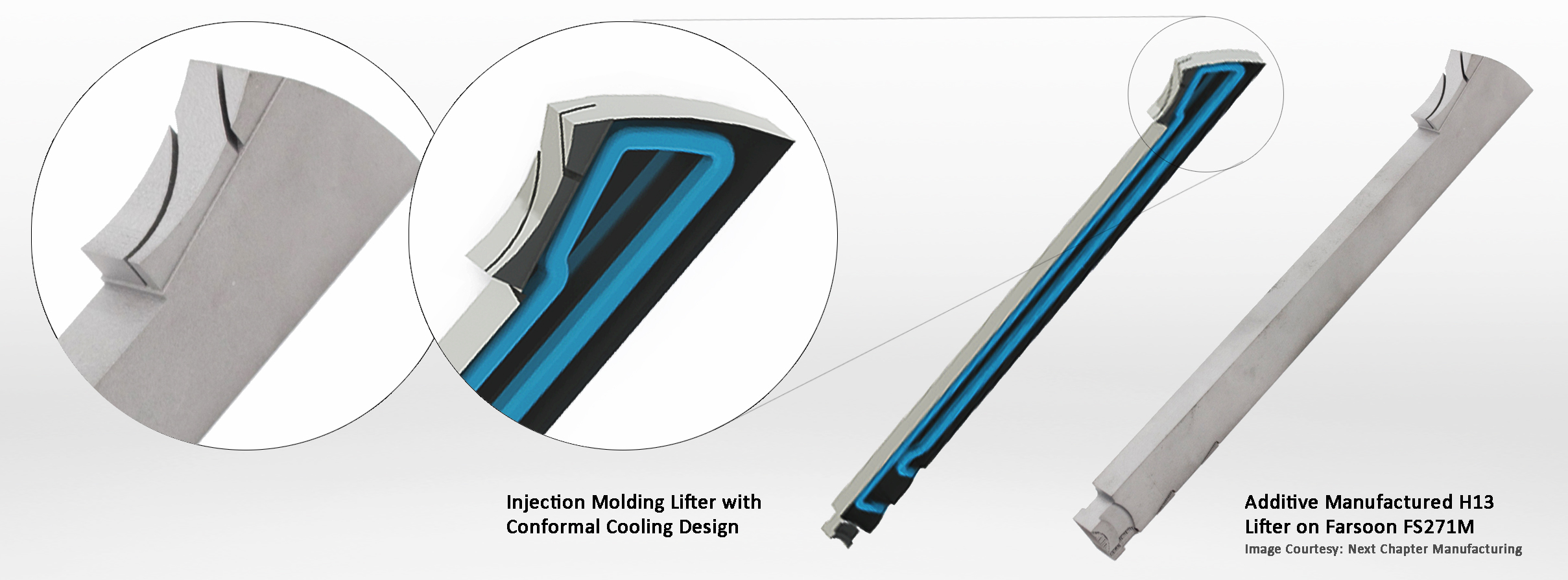
Exploiting the robustness of H13 and the design freedom of 3D printing, Next Chapter Manufacturing has manufactured lifters with Farsoon’s FS271M DMLS system. In injection molding, a lifter is used for cooling and separating plastic parts from the core. “H13 has been the standard for building robust molds, but that material did not exist within the additive material spectrum until recently,” explained Jason Murphy, CEO of Next Chapter Manufacturing.
3D printing allows a new conformal design that enhances the performance of molds. Opening can now be added wherever needed, allowing venting in the steel. Other than accelerating the cooling process, the new design also eliminates warpage in the finished part and can be directly installed in the factory system.
At original factory settings, the production volume of lifters is improved by adopting DMLS. Cycle time is also reduced via DMLS, enabling Next Chapter to deliver 4 lifters in only 8 days. An estimated annual savings of $100,000 is expected from switching to DMLS.
“The DMLS process has been around for decades and produces very complex geometries […] Our specialty is the development of H13 in DMLS, where others use maraging steel,” commented Murphy. “We believe this development gives us a leg up because we’ve experienced H13 outperforming maraging steel by 20 to 25 percent, which aligns with the demand from mold makers and molders to get the most out of their tooling investment.”
For all the latest 3D printing news subscribe to the 3D Printing Industry newsletter, follow us on Twitter and like us on Facebook. Budding engineer? Join 3D Printing Jobs now for new opportunities in this rapidly growing industry.
Featured image shows Direct Metal Laser Sintering process on Farsoon FS271M system. (Left) Metallographic image of the 3D printed H13 part. (Right) Image via Farsoon Technologies.
