Researchers from Columbia University’s School of Engineering have demonstrated a novel Selective Laser Sintering (SLS) 3D printing process which allows multiple powders to be sintered in the same print run.
By inverting the laser inside an SLS 3D printer so that it points upwards, and replacing its powder bed box with glass plates, the researchers were able to print with numerous materials at the same time. The team’s new technique enabled them to fabricate enhanced working prototypes containing two different polymers within the same layer. With further development, the process could be leveraged to manufacture a range of multi-material parts, ranging from embedded circuit boards to robot components.
“Our initial results are exciting,” said John Whitehead who together with Hod Lipson authored the study. Whitehead explains the results, “hint at a future where any part can be fabricated at the press of a button, where objects ranging from simple tools to more complex systems like robots can be removed from a printer fully formed, without the need for assembly.”
“The limitations of printing in only one material has been haunting the industry and blocking its expansion, preventing it from reaching its full potential.”
Limitations to multi-material SLS production
Traditionally, laser sintering works by using downward-directed lasers to fuse together microscale material particles within a powder bed. A range of materials are compatible with the SLS 3D printing process, including thermoplastics and metals for producing durable end-use parts.
While the flexibility of laser sintering has numerous applications within the aerospace and defense industries, the production method still has drawbacks. For instance, in order to facilitate particle sintering, SLS processes require the full powder bed to be heated to near-melt temperatures. This ambient heating can cause chemical and physical changes that negatively affect material predictability, resulting in unfused particles.
Furthermore, unsintered powder supports the part during printing and removes the need for dedicated support structures, it also makes monitoring the process challenging, as the print is hidden with a powder cake. As a consequence, if a build is failing and without in-process monitoring, the flaws may only be discovered at the end of the process.
“In a standard printer, because each of the successive layers placed down are homogeneous, the unfused material obscures your view of the object being printed, until you remove the finished part at the end of the cycle,” explained Whitehead. “This means that a print failure won’t necessarily be found until the print is completed, wasting time and money.”
Additionally, current SLS technologies, in the main, only allow for one material to be sintered at a time, limiting its ability to fabricate graded alloys and multi-material polymer parts. Previous approaches have replaced unsintered material with a secondary powder using a vacuum, but cross-contamination remains a problem with this method.
Inverted Laser Sintering 3D printing
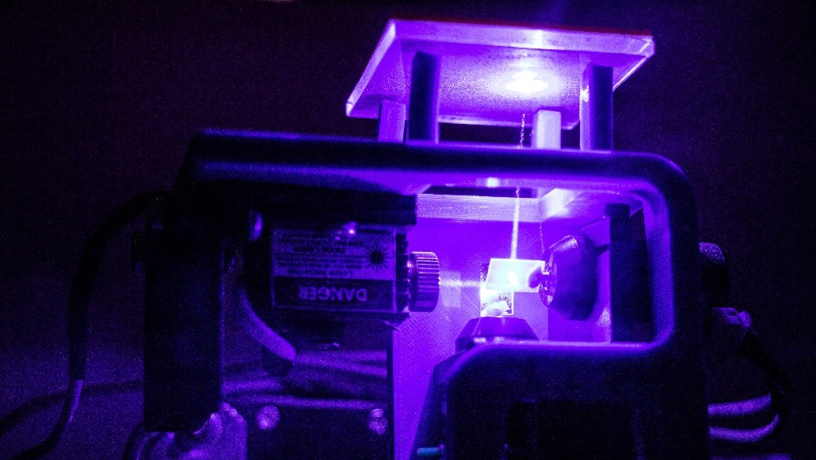
As a result, the researchers devised a novel 3D printing technique that they’ve dubbed Inverted Laser Sintering (ILS). The new method sinters a material’s particles together by directing the printer’s laser vertically upwards into a thin layer of powder through a borosilicate glass pane.
ILS begins with a controlled amount of polymer powder being deposited onto the glass. A substrate is then pressed on top of the unfused powder monolayer, as a blue laser is used to selectively fuse the particulate material onto it. Once the process is complete and the substrate has been lifted, the material can be replenished. The procedure is then repeated, continually fusing new layers together until a 3D object is created.
Using several glass plates it is possible to use multiple different powders, which enables the production of graded and multi-material parts. What’s more, sintering the powders separately prevents them from being mixed, as they would be in a traditional powder bed method. While a cleaning process wasn’t implemented during the team’s testing, it can also be integrated into ILS. By transporting the printing part between multiple print beds, loose powders are able to be removed between pauses in printing.

Future applications of the new SLS method
In order to test their novel production method, the research team created a 50 layer thick, 2.18mm sample using a mixture of Sinterit white TPU and Sintratec PA12 thermoplastic materials. With an average layer thickness of ∼71 μm, the part exhibited a more homogeneous thickness than those created using conventional SLS 3D printing. What’s more, its individual layers had a height of 43.6 μm, placing the structure well within the standard range for common laser sintered prints.
As a result, the researchers concluded that the feasibility of their process and its capability to make stronger, denser materials had been proven. In the future, the Columbia team aims to design an improved printer setup for ILS, with automatic powder deposition and optimized laser parameters, in addition to experimenting with a wider range of materials. With additional research, Hod Lipson, the co-researcher on the project, believes that the method could eventually be applied to produce a variety of multi-material components.
“This technology has the potential to print embedded circuits, electromechanical components, and even robot components,” said Lipson. “We think this will expand laser sintering towards a wider variety of industries by enabling the fabrication of complex multi-material parts without assembly. In other words, this could be key to moving the additive manufacturing industry from printing only passive uniform parts, towards printing active integrated systems.”
Advancing SLS additive manufacturing
A number of additive manufacturing companies have taken their own approach to optimize SLS printing in recent years. These 3D printers are often similar to conventional SLS machines in that they fuse powder in layers from the bottom up, but they also feature enhanced monitoring functions and material compatibility.
One current option comes from 3D printer manufacturer Aerosint with their multi-powder SLS printing alternative named ‘Selective Powder Deposition.’ The company’s method consists of a powder dispenser and patterning drums, which selectively deposits fine powder in a line-by-line manner. The technique can be used to make multi-metal 3D printed parts.
German 3D printer OEM EOS, has built on decades of data to understand build chamber metrology and develop its patented EOSTATE in-process monitoring suite. The technology uses an integrated camera to take a picture of the build area during printing and identifies any irregularities after each layer is formed. Using the captured images, uneven or incomplete layers can be quickly identified, enabling users to stop the process and rectify any issues.
Elsewhere, Swedish startup Wematter, launched its new SLS 3D printer named Gravity 2020 in November last year. The system is cloud-ready, enabling monitoring and process control over its in-built sensors and electronics. Utilizing its integrated camera, which provides a live video feed, users can track the number of layers that have been printed in real-time.
The researchers’ findings are detailed in their paper titled “Inverted multi-material laser sintering,” which was published in the Additive Manufacturing journal. The paper was co-authored by John Whitehead and Hod Lipson.
You can now nominate for the 2020 3D Printing Industry Awards. Cast your vote to help decide this year’s winners.
To stay up to date with the latest 3D printing news, don’t forget to subscribe to the 3D Printing Industry newsletter or follow us on Twitter or liking our page on Facebook.
Looking for a job in the additive manufacturing industry? Visit 3D Printing Jobs for a selection of roles in the industry.
Featured image shows the research duo’s ILS 3D printing technique which allows more than one powder to be used in the construction of a part. Photo via Columbia University.
